For OEM golf ball manufacturing in 2026, Japan is usually better for premium mold precision, process discipline, and high-end QC culture, while China is often better for flexible MOQ, faster customization, and cost-controlled private-label production. The better choice depends on mold precision, cover process, centering proof, lot-level QC data, USGA/R&A listing needs, and landed cost—not country label alone.
If you are comparing a Japan vs China golf ball factory, do not ask only which origin has a better reputation. Ask whether the supplier can make the mass-production lot match the approved golden sample. The real sourcing risks are usually sample-to-bulk drift, vague “urethane” claims, missing X-ray centering proof, weak ATTI compression records, and unclear defect responsibility.
This guide shows how to verify OEM golf ball manufacturing quality before you scale: mold-shot limits, seam and dimple-edge control, Cast Thermoset Urethane vs Injection TPU, X-ray/CT centering evidence, ATTI compression data, USGA/R&A listing logic, landed-cost modeling, and RFQ clauses you can enforce.
What Actually Drives Golf Ball Consistency?
You may assume Japan wins because of origin, but your real risk is whether the factory controls mold wear, seam finishing, dimple geometry, and lot traceability when the order scales.
Golf ball consistency is driven by mold precision, seam control, dimple-edge definition, centering, and lot-level QC records—not origin country alone. Japan-made golf balls often reflect stronger process discipline, but a qualified China OEM program can reduce the same risks when your RFQ requires mold ID, shot limits, seam photos, and raw QC data.
| Risk | What you inspect | What can fail | Evidence to request |
|---|---|---|---|
| Rough seam | Fingernail + loupe | Orientation bias | Seam standard + photos |
| Soft dimple edges | Fixed-point loupe photos | Aerodynamic drift | Dimple checkpoint pack |
| Mold wear | Shot-count log | Batch drift | Mold retirement rule |
| Mixed sub-lots | Carton/lot mapping | Return disputes | Lot ID on carton |
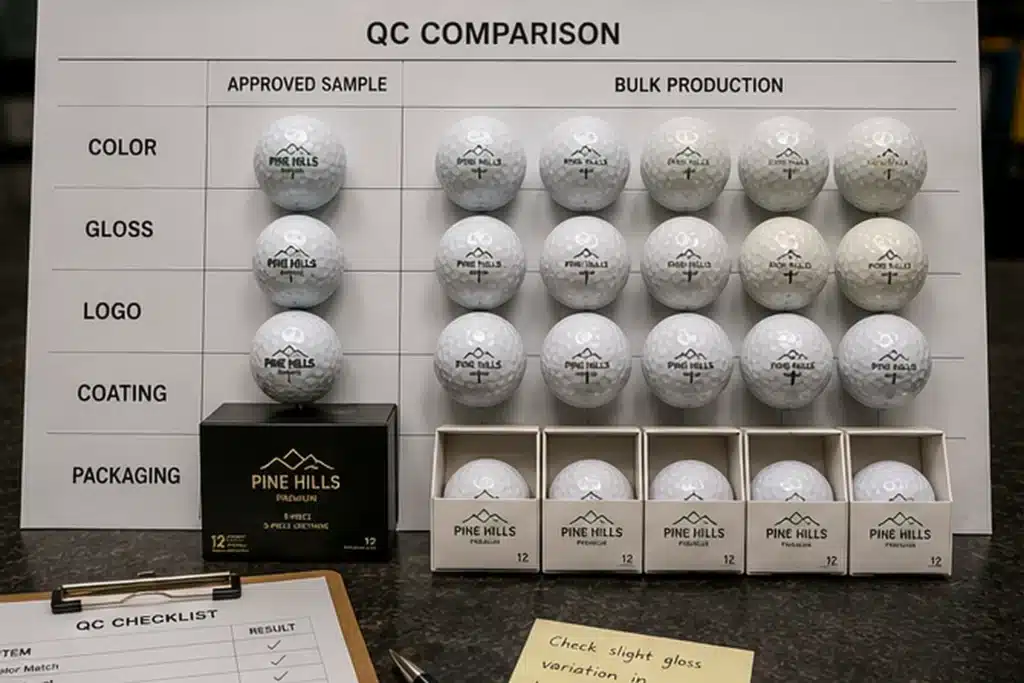
The biggest sourcing fear is not that the sample looks bad. It is that the sample looks perfect. The golden sample feels clean, the logo is centered, the parting line is almost invisible, and the first email from sales says, “Yes, mass production will be the same.” Then the 50,000-piece order arrives with seams that catch your fingernail, compression that feels different across dozens, or balls that fly slightly “off” even though cosmetics pass.
That failure usually starts with process drift. The factory may run the approved sample from a fresher mold, then scale the bulk order on a mold with more wear. The seam may carry heavier flash, forcing more buffing. Dimple edges may soften during finishing. Sub-lots may get mixed in cartons without lot mapping. None of this shows up in a FOB quote.
Use Japan as the benchmark for discipline, then force any supplier to prove the same control points. Request mold ID, shot-count log, seam-finish standard, and close-up seam/dimple photos tied to lot ID. At receiving, pull random balls from multiple cartons and run fingernail checks plus 10×–30× loupe photos. Your PO should define seam feel, seam visibility, dimple-edge acceptance, and lot traceability before mass production.
Why Does Buffing Ruin Aerodynamics?
Buffing is not just cleanup. Heavy buffing can soften dimple rims and smear micro-edges, especially when the parting line carries too much flash.
A golf ball can look clean and still fly inconsistently if the finishing process changes the geometry around the seam. Dimple edges influence lift and drag; once those edges become rounded or inconsistent, the risk is wider dispersion, odd flyers, and lot-to-lot complaints. You cannot run full rules-level symmetry testing on every OEM batch, but you can control the upstream risks: seam flash, finishing pressure, mold life, and centering.
A strong supplier should be able to connect the sample to a mold ID and the production lot to the same tool history. Ask your supplier to lock mold ID, cavity count, cover process, material declaration, and golden-sample reference before mass production. Any mold maintenance, formulation change, cover-process change, or finishing-process change should require written approval and renewed sample sign-off before shipment.
✔ True — Japan quality is a process benchmark.
Mold precision, seam finishing, dimple-edge control, and lot traceability can be written into an RFQ. That protects you better than trusting a country label by itself.
✘ False — “Seam finishing is only cosmetic.”
A rough seam or over-buffed dimple edge can affect aerodynamic repeatability. Treat seam finishing as a controlled performance step, not a visual touch-up.

Are You Buying Cast Urethane or TPU?
You may see a low-cost “3-piece urethane” quote and assume tour-level feel, but “urethane” can hide very different cover processes and failure modes.
Cast Thermoset Urethane and Injection TPU can both be called “urethane,” but they are not the same OEM golf ball cover process. If your channel expects tour-style wedge spin and cut resistance, you should require a Cast vs TPU process declaration, cover TDS, and pilot-lot durability proof before approving the sample.
| Cover process | Typical strength | Buyer risk | Evidence to request |
|---|---|---|---|
| Cast Thermoset | Soft feel, wedge spin | Higher cost, harder process | Process declaration + TDS |
| Injection TPU | Cost-friendly yield | Scuff/feel mismatch | TPU grade + durability test |
| Surlyn/Ionomer | Durability | Lower short-game spin | Material family + use case |
This is the material trap. A buyer asks for “3-piece urethane,” receives a good-looking sample, and assumes the product will behave like a Pro V1-style tour ball. After launch, customers complain that wedge shots chew the cover, the ball feels springier than expected, or short-game spin does not match the premium promise.
The issue is not always fraud. Sometimes it is vague language. Cast Thermoset Urethane is a chemically crosslinked system, typically associated with softer feel, higher greenside spin potential, and stronger cut-resistance expectations. It is harder to process and more expensive to control. Injection TPU is thermoplastic and injection molded. It can be efficient, stable, and useful for mid-premium programs, but it is not automatically the same as a cast urethane tour-style cover.
Surlyn and other ionomer systems are not “bad.” They are excellent for durable 2-piece value balls, practice balls, promotional balls, and custom golf balls wholesale programs where straight flight and low replacement cost matter more than wedge spin. The mistake is not choosing Surlyn, TPU, or Cast Urethane. The mistake is selling one performance promise while buying another process.
Urethane claim, no process declaration is a failure signal. Ask for a signed Process Declaration naming Cast Thermoset Urethane, Injection TPU, Surlyn/Ionomer, or another cover system. Compare the declaration against cover TDS, retained pilot samples, wedge-scuff checks, coating adhesion evidence, and abrasion photos from production-representative samples. Do not approve “urethane” as a standalone spec; the PO should state the exact process and evidence deliverables.
✔ True — The word “urethane” is not enough.
A supplier must define whether the cover is Cast Thermoset Urethane or Injection TPU, then support that claim with TDS, process wording, and pilot-lot durability evidence.
✘ False — “If the resin family matches, the ball will match.”
Resin names do not lock compounding, bonding, cure window, cover thickness, or finishing. Production-lot evidence matters more than label language.

Does No USGA Listing Mean Bad Quality?
You may reject a capable China OEM factory because the ball is not currently listed, or you may overtrust a listing as if it were a full factory audit.
A missing USGA/R&A listing does not automatically mean a golf ball is low quality, but it can matter if your sales channel requires competition eligibility. Use the list to verify model status, then use RFQ documents to verify the supplier: mold ID, lot ID, compression, diameter, weight, and centering records.
The Official USGA/R&A Conforming Golf Ball List is a compliance checkpoint, not a factory audit. It helps verify whether a specific model and marking combination has been tested and appears on the current list. It does not tell you who secretly manufactured the ball, and it does not replace supplier verification.
Unlisted can mean several things. The model may not have been submitted. It may have expired from the list. It may be intended for practice, promotional, amateur, or non-elite channels where listing is not commercially necessary. It may also be nonconforming, which is why you should verify rather than assume.
For OEM sourcing, the commercial question is channel fit. If your customer sells into tournament, elite amateur, club championship, or compliance-sensitive channels, current listing may be mandatory. If your customer sells practice balls, event logo balls, corporate gift balls, range balls, or recreational private-label balls, the buyer may care more about durability, compression consistency, print quality, and cost control.
Certificate only, no QC records is a failure signal. If listing matters for your channel, request proof of current model/marking status or a written submission and renewal responsibility plan. Check the exact model and marking, not just a similar brand or construction. Your PO should state whether current listing is required, who funds submission or renewal, and what happens if listing lapses.
✔ True — Listing and quality are separate decisions.
A conforming-list entry helps with competition eligibility, while QC records help you judge whether your next shipment will match the approved sample.
✘ False — “USGA listing proves who made the ball.”
The list verifies model-level status and markings. It should not be treated as an OEM factory directory or a substitute for lot-level QC evidence.
How Can China Replicate Japan-Level QC?
You may want Japan-like consistency from a China OEM supplier but not know which QC evidence actually proves it.
To replicate Japan-level QC in China, define the attribute, tool, sampling rate, and record format before production. Ask for ATTI compression data, weight and diameter raw records, X-ray/CT centering proof, lot ID mapping, and clear pass/fail limits for pilot and first mass lot.
| QC gate | Tool or method | Risk it controls | Buyer deliverable |
|---|---|---|---|
| Compression | ATTI/equivalent | Feel and distance drift | Raw data + SD + range |
| Weight | 0.01g scale | Batch inconsistency | Lot data table |
| Diameter | Ring gauge/diameter tool | Rule and fit risk | Pass/fail report |
| Centering | X-ray/CT | Unseen flight bias | Pilot centering proof |
| Coating | Abrasion/solvent check | Peeling/scuffing | Method + photos |
The unseen flight-bias problem is dangerous because the ball can look perfect. The cover is clean. The logo is sharp. The seam does not look terrible. Then players report strange flyers, inconsistent carry, or a ball that simply does not feel like the sample. One common hidden cause is poor centering: the core or layer stack is not aligned well enough to keep performance repeatable.
Japan often earns its price through equipment stability, process culture, and documentation habits. China can fit DTC, wholesale, and private-label programs when the RFQ forces the same evidence standard. That means you should not ask for “Japan quality” as a slogan. Ask for the record format that makes Japan-style discipline visible: raw data, averages, SD, range, tool model, calibration status, lot ID, and carton mapping.
Request a 12-ball pre-production report and a 30-ball mass-lot random report tied to batch/lot ID. For the pilot lot, request centering evidence from X-ray/CT or an equivalent method. For the first mass lot, require compression, weight, diameter, coating, and seam data before shipment approval. Perfect sample, no lot data is where many sourcing disputes begin.
What Should 100% Inspection Cover?
“100% inspected” is meaningless until the supplier names the attribute, method, and record format. Start with the pilot lot and first mass lot, where drift is most expensive.
Some factories use “100% inspection” to mean visual cosmetics. Others may mean 100% weight checks, 100% centering imaging on a premium run, or full post-print inspection. You need the definition in writing. For premium or DTC performance balls, centering, compression distribution, weight, diameter, coating adhesion, and seam finish deserve more attention than a generic pass/fail label.
Ask your supplier to provide a lot-level QC report showing raw data, average, SD, and range for weight, diameter, and ATTI/equivalent compression, plus centering evidence for pilot and first mass lot. Nonconforming lots should be quarantined until corrective action is reviewed and re-approved.

What Is the Real Landed Cost in 2026?
You may compare a Japan quote and a China FOB quote as if unit price were the full decision, then lose margin through freight, tariffs, destination charges, rework, or returns.
The real landed cost of OEM golf balls is FOB price plus freight, local charges, customs, duties or tariffs, inland delivery, and defect/yield risk. In 2026, you should compare Japan and China by landed cost per accepted ball, not by factory price alone.
| Cost item | Often ignored? | Why it changes the decision | Buyer action |
|---|---|---|---|
| FOB price | No | Visible quote only | Normalize specs |
| Ocean freight | Yes | Moves with lane and container | Use benchmark range |
| Origin/destination charges | Yes | Adds local fees | Ask for fee breakdown |
| Duties/tariffs | Often | Depends on HS/origin | Broker verifies |
| Defect/yield risk | Very often | Returns erase savings | Define quarantine/rework |
| Packaging density | Often | Changes per-ball freight | Model carton load |
The landed-cost trap starts when buyers compare only FOB prices. A $0.40 FOB golf ball may look cheaper than a local option, but once ocean freight, customs clearance, tariffs, destination fees, inland delivery, and replacement claims are added, the final cost per accepted ball can move significantly.
For Q2 2026 planning, China-to-U.S. West Coast container spot rates can be modeled around roughly $2,800–$3,600 per FEU/40ft container, while China-to-North Europe can be modeled around roughly $2,200–$3,100 per FEU/40ft container, depending on port pair, carrier, equipment, and surcharges. These are planning benchmarks, not fixed quotes.
Packaging density can change the math more than buyers expect. If a 40HC costs $3,000 and carries 100,000 standard-pack balls, freight adds about $0.03 per ball. If oversized retail gift boxes reduce the load to 60,000 balls, freight rises to $0.05 per ball before duties, local fees, and final delivery. Packaging is not cosmetic; it is landed-cost engineering.
This is where Japan vs China becomes a business decision, not a slogan. Japan may reduce certain process risks upfront, but MOQ, lead time, and unit cost can be harder for small and mid-size private-label buyers. China can support lower-MOQ testing, faster customization, and more flexible packaging paths, but only if you buy the right evidence package and define rejection terms clearly.
China is cheaper if FOB is lower is the wrong assumption. You should compare landed cost per accepted ball after freight, customs, QC risk, rework, and replacement terms. Define defect handling in writing: if seam fingernail checks fail, who quarantines the lot, who authorizes rework, and who pays replacement freight?
✔ True — Low FOB is only one line in landed cost.
A cheaper factory quote can lose its advantage when freight, local charges, tariffs, defects, rework, and replacement freight are added.
✘ False — “China is cheaper if the FOB price is lower.”
Compare Japan and China by accepted delivered cost per ball, not by produced FOB cost per ball.

How Should Your OEM RFQ Verify the Factory?
You may ask for reassurance, brand references, or “100% QC,” but those do not protect you when the shipment arrives with mismatched lots or undocumented process changes.
A strong golf ball OEM RFQ should verify the factory with mold ID, cover-process declaration, centering proof, compression data, weight and diameter records, lot ID mapping, and change-control terms. This evidence pack matters more than a country label when you need the mass-production lot to match the approved sample.
Earlier this year, we spoke with Henrik, the sourcing director of a mid-premium DTC golf brand in Munich. His Japan-made 3-piece ball had the feel his customers expected, but the supply chain was painful: 30,000-piece MOQ, a fixed 12-week lead time, and too much cash locked before each selling cycle.
To free up working capital, he tested a China “3-piece urethane” alternative. The sample looked clean and passed early checks, so he placed a 15,000-piece mass order. Then the complaints started: wedge shots cut the cover too easily, and some long-iron shots produced strange right-drifting flyers.
Under pressure, Henrik searched Google for a better OEM supplier and found Golfara through one of our sourcing articles. After reviewing the issue, we gave him a direct answer: the problem was not China. The problem was that his RFQ had no real risk-control teeth.
Our own lead time could not meet his urgent replenishment window, so we helped him rebuild the RFQ and introduced him to a qualified China OEM peer. The new RFQ did not ask for vague “Japan-level quality.” It required a Cast Thermoset Urethane process declaration in the PO, X-ray centering evidence from the pilot lot, and Lot ID-based ATTI compression range data tied to mold-shot limits before shipment.
Finally, Henrik moved from a 12-week Japan program to about 5 weeks, reduced landed cost by about 26%, and kept the agreed Japan benchmark checks in place. The risk dropped because the RFQ stopped buying promises and started buying proof.

So, start with mold and material control. Ask for mold ID, cavity count, shot-count or retirement policy, and whether private molds are available. If you fund private tooling, define ownership, mold storage, maintenance approval, and unauthorized reuse restrictions. Then lock the cover process: Cast Thermoset, Injection TPU, Surlyn/Ionomer, or another system.
Next, make the pilot lot an evidence gate. Request X-ray/CT centering evidence for the pilot and first mass lot, ATTI compression raw data, 0.01g weight records, diameter data, coating or abrasion checks, retained golden samples, and lot ID mapping to production cartons. Every report should map to the same lot ID, mold ID, model name, and carton label.
Place this in your RFQ: “Please provide mold ID, mold-shot policy, cover process declaration, material TDS, pilot-lot centering evidence, ATTI compression data, weight/diameter raw data, and a lot ID that maps to production cartons.”
Your factory comparison should then become simple. Japan may be the best fit when your channel requires the highest baseline process confidence and can absorb higher cost or longer access cycles. China may be the better fit when you need custom golf balls wholesale, private-label flexibility, lower MOQ, faster iteration, and a supplier willing to document mold, material, and QC evidence at the lot level. The best supplier is the one that can prove the risk controls your channel actually needs.
Ask your supplier to lock mold ID, cavity count, cover process, material declaration, and golden-sample reference before mass production. Any mold maintenance, formulation change, cover-process change, or finishing-process change should require written approval and renewed sample sign-off before shipment.
✔ True — Reputation is not a substitute for traceability.
A strong supplier can map your shipment back to mold ID, lot ID, material declaration, QC records, and approved golden samples.
✘ False — “A good sample is enough to approve mass production.”
A sample proves possibility. Lot records prove repeatability. You need both before scaling a private-label golf ball program.
FAQ
Are premium golf balls only made in Japan?
No. Japan is a strong benchmark for mold precision and QC culture, but premium golf ball behavior depends on tooling, cover process, centering, and lot controls. You should buy the proof level your channel needs, not the origin label alone.
- Ask for mold ID and shot-count policy.
- Verify Cast vs TPU cover process.
- Require pilot-lot centering proof.
- Compare lot QC records before scaling.
Japan can be an excellent benchmark, especially for premium multi-layer programs, but the sourcing decision should still be evidence-based. If a China OEM factory can provide mold control, material process clarity, X-ray or CT centering evidence, and lot-level QC records, it may fit private-label and DTC channels more efficiently than a higher-overhead Japan program.
What is the quality difference between Japanese and Chinese OEM golf balls?
The practical difference is often QC discipline, documentation depth, and process stability. Japan tends to offer a stronger baseline culture, while China can fit private-label and DTC programs well when your RFQ forces the same evidence standards.
- Japan often has stronger baseline process discipline.
- China often offers lower MOQ and faster custom flexibility.
- Proof should include raw QC data, not just samples.
- The first mass lot should be treated as an evidence gate.
For Mark-type buyers, the question is not whether Japan or China is “better” in every case. The useful question is which factory can prove repeatability for your exact SKU, packaging, margin, and channel risk. A low-MOQ China program with strict evidence may beat a high-MOQ program that gives only general claims.
Why are Japanese OEM golf balls more expensive?
Higher cost often reflects process overhead, labor, tooling discipline, documentation, and limited access to high-end capacity. The buyer decision is whether that premium buys evidence you cannot get elsewhere at the same MOQ, lead time, and landed-cost level.
- Separate true QC value from country premium.
- Model landed cost per accepted ball.
- Ask China suppliers to quote Japan-level proof as an option.
- Compare MOQ, lead time, and replacement terms.
Japanese manufacturing can justify its premium when your product needs flagship-level consistency and the channel can absorb the cost. But many DTC, wholesale, and custom golf ball programs need controlled quality at a more flexible MOQ. In that case, the smartest move is to buy the proof package, not the origin story.
How do I ensure Japan-level QC in a Chinese golf ball factory?
Define the tools, sampling, and record format before production. Ask for ATTI compression data, weight and diameter records, X-ray/CT centering evidence, lot mapping, seam photos, and change-control terms before approving the first mass-production lot.
- Use the pilot lot as a gate.
- Require raw data plus SD and range.
- Tie reports to carton lot IDs.
- Block silent process changes.
Do not ask only for “100% QC.” Ask what is inspected, how it is measured, how often it is checked, and what report you receive. A strong China OEM factory should be able to provide a 12-ball pre-production report, a 30-ball mass-lot random report, and calibration or tool information for critical measurements.
What is the best material for a golf ball cover?
There is no universal best cover. Surlyn/ionomer supports durability and cost control; Injection TPU can fit mid-premium programs; Cast Thermoset Urethane is usually the higher-performance path for soft feel, wedge spin, and premium short-game expectations.
- Choose by channel, not marketing label.
- Ask for cover process declaration.
- Request TDS and durability proof.
- Match material to player expectation and replacement risk.
For range, promotional, and value wholesale programs, durability may matter more than wedge spin. For premium DTC balls, cover feel, scuff resistance, and greenside behavior become more important. The best cover is the one that fits your player, price point, and evidence level.
Does a golf ball need USGA certification to be good?
Not always. USGA/R&A listing matters when your channel or competition requires it, but manufacturing quality still needs separate QC evidence such as compression data, weight and diameter records, centering proof, coating checks, and lot traceability.
- Verify exact model and marking if listing matters.
- Do not treat the list as a factory audit.
- Use QC records to judge shipment consistency.
- Define who pays for submission or renewal.
A ball can be technically capable and still not be listed because the supplier or brand did not submit it, did not renew it, or did not target listing-required channels. If your buyers need tournament eligibility, put listing responsibility in the contract. If they do not, focus on measurable QC.
Are cheap golf balls worth it for wholesale programs?
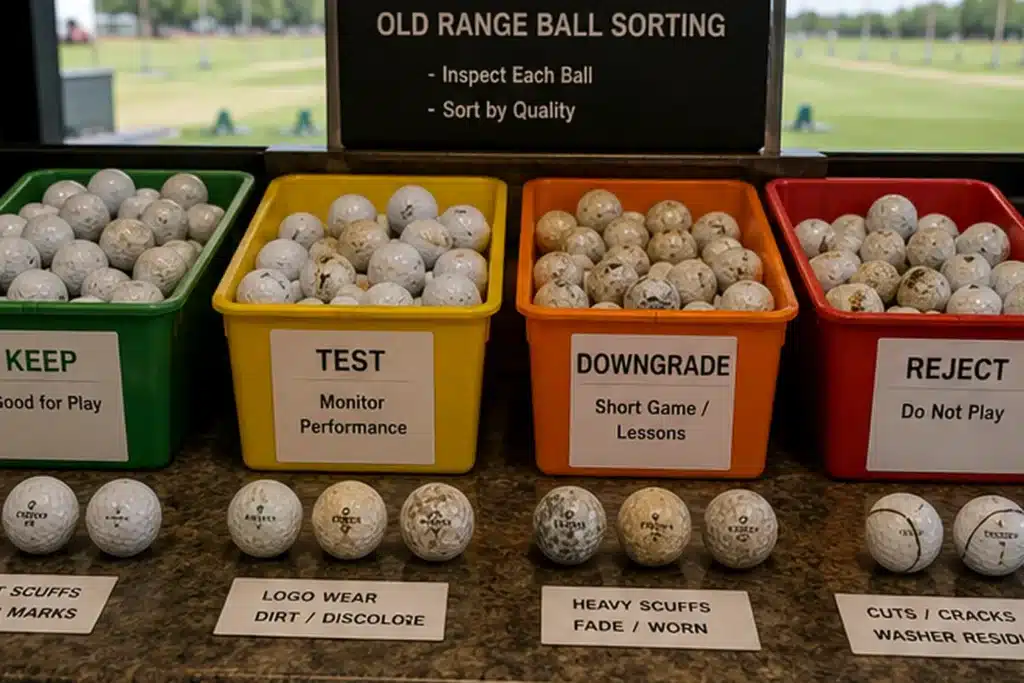
Cheap golf balls can work for practice, promotion, range, or high-loss channels if the quality controls match the use case. They become expensive when seam defects, coating failures, compression drift, or material mismatch create replacements and complaints.
- Compare cost per accepted ball.
- Check scuff, coating, and compression data.
- Avoid tour-level claims without tour-level proof.
- Match construction to channel risk.
A cheap 2-piece Surlyn ball can be the correct choice for high-volume range or event use. A cheap “urethane” ball sold as premium can become a problem if the cover process, compression distribution, or centering evidence does not support the claim. Low price is safe only when the spec fits the channel.
What should I ask a golf ball OEM factory before placing an order?
Ask for mold ID, cover-process declaration, material TDS, golden samples, centering evidence, compression data, weight and diameter raw data, lot mapping, change-control terms, and written rejection or rework rules before paying for mass production.
- Use one RFQ evidence pack.
- Tie every document to lot ID.
- Make shipment approval evidence-based.
- Define rejection, rework, and replacement rules.
A serious OEM discussion should move beyond “best price.” Ask for the evidence that proves the mass lot can match the sample: mold records, material process wording, QC data, centering proof, coating checks, and carton-to-lot traceability. That is how you compare Japan, China, Taiwan, and other sourcing hubs on the same standard.
Conclusion
Japan vs China golf ball OEM is not a simple quality-versus-price decision. Japan remains a strong benchmark for mold precision and QC culture, but the real sourcing question is whether your supplier can prove the controls that make the next shipment match the golden sample.
For most private-label and DTC buyers, the best decision is proof-based: define the cover process, lock mold and material records, demand centering evidence, review ATTI compression and weight/diameter data, and compare suppliers by landed cost per accepted ball. When those controls are written into the RFQ and PO, country becomes one part of the decision—not the whole decision.
You might also like — Top 10 golf ball manufacturers in Japan for OEM