You need a sourcing shortlist you can defend internally, not another country ranking with no buying logic behind it.
For most B2B buyers in 2026, the best golf ball exporting countries are Taiwan for premium multilayer and urethane programs, China for scale, flexible MOQ, and faster replenishment, and Thailand for balanced mid-to-high-tier sourcing. The smarter sourcing strategy is usually not choosing one country for everything, but splitting premium SKUs and volume SKUs across different supply lanes.
That is the real sourcing question behind exporter rankings. You are not just asking which country ships the most golf balls. You are asking which country best fits your SKU tier, reorder cadence, lead-time risk, and documentation needs. In practice, Taiwan is strongest where premium process control matters most, while China and Thailand usually make more sense for repeatable, cost-sensitive, or faster-turn programs.
This guide uses country ranking as the entry point, then shows how to choose by SKU fit, MOQ, lead time, compliance, and dual-sourcing risk.
What Are the Top 5 Golf Ball Exporting Countries in 2026?
You do not need a ranking for trivia. You need a ranking that tells you where your first RFQ wave should go, which country belongs in your premium lane, and which one is safer for replenishment.
Start with Taiwan for premium multilayer control, then shortlist China and Thailand for scale, MOQ flexibility, and repeat orders. For most North American and EU programs, the real question is not “best country overall,” but which country fits your SKU mix, margin target, and reorder risk.
For 2026 sourcing, the latest comparable full-year export baseline still points in the same direction buyers already feel on the ground. Taiwan stays closest to the premium benchmark for multilayer and urethane-style execution. China remains too important to treat as only a low-cost lane because it combines export scale, custom flexibility, and faster replenishment logic. Thailand remains the balanced option between premium ambition and cost pressure. The United States still matters in value terms, but much more as a brand-led supply base than a flexible low-MOQ OEM lane. Korea remains more useful for color, gift, and smaller-batch specialty work than for mainstream volume sourcing.
1) Top 5 by value (latest full-year baseline, US$ million): Taiwan (~290.2), Thailand (~174.9), USA (~172.4), China (~122.9), Korea (~47.0)
2) Top 5 by volume (latest full-year baseline, million balls): Taiwan (~360.5), China (~303.2), Thailand (~247.2), USA (~134.6), Korea (~62.4)
Note: “Exporters” here refers to exporting countries, not companies.
Asia remains the dominant supply base because raw materials, molding, finishing, printing, and export execution still cluster there.

What matters for buyers is not who wins the list. It is how the list maps to actual buying behavior. Taiwan belongs on the shortlist when your premium line lives or dies on multilayer control and finish discipline. China belongs there when you need flexible MOQ, faster custom iteration, and cleaner replenishment logic across practice, event, and value-volume programs. Thailand belongs there when you want a steadier middle lane between premium ambition and cost pressure. Korea belongs there when your program is color, gift, or smaller-batch design-led. The U.S. belongs there when the project is brand-led, strategic, or continuity-sensitive—not when you need a broadly available OEM partner.
Latest Full-Year Export Baseline (2025 est.)
| Country | Value (US$M) | Volume (M units) | Positioning |
|---|---|---|---|
| Taiwan (Chinese Taipei) | ≈ 290.2 | ≈ 360.5 | High-end OEM, multilayer PU |
| Thailand | ≈ 174.9 | ≈ 247.2 | Stable quality, value-friendly |
| USA | ≈ 172.4 | ≈ 134.6 | Brand-premium, selective export |
| China | ≈ 122.9 | ≈ 303.2 | Practice + OEM scale, flexible MOQ |
| Korea | ≈ 47.0 | ≈ 62.4 | Color/gift innovation, smaller lots |
These are the latest comparable full-year export estimates used as a baseline for 2026 sourcing decisions, because a complete 2026 full-year data set is not yet available.
A buyer-safe move here is to require every shortlisted supplier to map your planned SKUs into one country-specific capability lane: practice/value, mid-tier, or premium urethane. That answer should come back tied to MOQ band, lead-time band, and reorder suitability. If the supplier cannot do that, it probably does not understand your program as well as it thinks it does.
✔ True — Value leader ≠ cheapest
Taiwan leads by value because of premium OEM multilayer and PU finishing, not low prices. China and Thailand usually fit price-sensitive runs better.
✘ False — Volume leader = highest quality
Volume signals capacity and export coverage. Quality still depends on layer design, materials, process control, and QC discipline.
How Should Value vs. Volume Shape Your 2026 Sourcing?
Knowing who exports the most still does not tell you where your margin is safest. That is where buyers get into trouble by trying to force one country to do everything.
Use value leaders for premium-margin SKUs and volume leaders for repeatable, price-sensitive runs. The win is not choosing one country for everything; it is protecting your premium line and your reorder line with different sourcing logic from day one.
A premium urethane hero ball and a repeatable practice or event SKU do not need the same country answer. If you put both in the same sourcing lane, one of them usually gets overbuilt, under-supported, or overpriced. Taiwan and selected U.S. programs make more sense when the project is premium-margin, multilayer, and finish-sensitive. China and Thailand make more sense when the program has to move faster, tolerate MOQ negotiation, and replenish without turning every repeat order into a special project.
This is also where wholesale golf balls direct from factory becomes more than a price phrase. A direct-factory sourcing model helps only when the country fit matches the SKU economics. If your value line needs quick logo turns, lower minimums, and cleaner reorder logic, a premium-only lane can hurt you even if the sample looks beautiful. If your hero urethane line needs tighter process control, a value-volume lane can save money on the first PO and cost you margin later through finish drift, slower approvals, or weaker field performance.

Tier-to-Country Matrix (Est. FOB for planning)
| Tier | Country | Typical Layers | Est. FOB/ball (USD) | Notes |
|---|---|---|---|---|
| Value – Practice (Surlyn) | China | 2 | 0.55–0.85 | Fast logo turns; low MOQ |
| Mid – 3-layer Ionomer | Thailand / China | 3 | 1.0–1.4 | Thailand stable quality |
| Premium – 4-layer Urethane | Taiwan / Thailand | 4 | 1.8–2.5 | Taiwan top-tier finish |
Those bands are valuable because they turn urethane golf ball wholesale cost into a sourcing discussion instead of a vague price hunt. There is no honest single “manufacturing cost per ball” answer. There is only a construction-specific answer tied to SKU role, finish level, packaging, and reorder cadence. For most B2B teams, the stronger move is to quote one premium lane and one value lane on the same artwork program, then compare margin logic rather than unit price in isolation.
If your team is comparing one quote from China to one quote from Taiwan without splitting the construction lane first, you are probably comparing the wrong things. Build two written sourcing lanes in the RFQ—premium line and value line—with separate MOQ, finish, and replenishment rules. That is how you keep a premium margin line from being priced like a practice ball program, or a repeatable value line from being treated like a boutique launch.
✔ True — Higher volume ≠ faster lead time
Lead time is constrained by coating and printing lanes, sample approvals, and peak schedules—not just molding capacity.
✘ False — Lower MOQ always lowers cost
Small lots often carry higher per-unit prices or setup fees. Pilot runs reduce risk, but they do not automatically improve economics.
Where Are the Main Golf Ball Manufacturing Hubs?
A country name is not enough. You need to know which hub is built for premium process control, which one handles faster custom work, and which one is better for steady middle-tier output.
Your best supplier match starts at the hub level, not the country label. Taiwan is strongest when your premium line needs tighter process control, while China gives you faster custom iteration, lower entry MOQ, and easier replenishment on value and mid-tier programs.
This is where golf ball manufacturing hubs Taiwan vs China becomes a practical sourcing question instead of a debate. Taiwan’s advantage sits in premium project management, multilayer discipline, and higher-spec finish consistency. China’s advantage is broader: scale, flexible MOQ, faster private-label iteration, more packaging and logo options, and better fit for value, practice, event, and replenishment-heavy programs. Thailand still gives you a useful middle lane for three-layer and balanced premium/value work. Korea remains stronger in color, design-forward, novelty, and gift programs than in mainstream volume sourcing. The U.S. still matters, but mostly for brand-owned or strategic production rather than flexible third-party OEM.
That matters because you are not just screening countries. You are screening supplier types, execution logic, and reorder fit. A supplier in the wrong hub may still respond quickly, sound professional, and send a decent quote. But if that hub is built for the wrong program type, the mismatch shows up later as MOQ rigidity, packaging inflexibility, or weak replenishment logic.
Country Hubs & Players
| Hubs | Representative brands | Strengths | Best for |
|---|---|---|---|
| TW: Taichung/Changhua/Nantou | Titleist, Callaway, Bridgestone | Urethane multilayer, finish | Premium SKUs |
| CN: Guangdong/Fujian/Zhejiang | Vice, Snell, Seed, Sugar | Scale, flexible MOQ | Practice / mid-tier |
| TH: Chonburi/Rayong/Prachinburi | Bridgestone, Srixon, Volvik | Stable quality | 3-layer ionomer |
| USA: MA/GA/CA | Titleist, Callaway, TaylorMade | Brand R&D, finishes | Flagship exports |
| KR: Gyeonggi/Busan | Volvik, Kakao Golf | Color, gift packs | Small-batch novelty |
The better screening question is not “Where are you located?” It is “Which constructions and order profiles does your hub handle best?” Mature suppliers answer with specifics. Weak suppliers answer with country branding and vague confidence. For a buyer managing repeat sales in North America or Europe, the safer partner is usually the one that understands replenishment logic and documentation discipline, not the one that merely claims premium heritage.
✔ True — USA plants mainly serve their own brands
OEM capacity is limited and usually prioritized for in-house launches; expect higher MOQs, premium pricing, and fewer open third-party slots.
✘ False — “U.S. facilities are the default low-risk answer for flexible OEM work”
For broader OEM availability, Taiwan, Thailand, and China usually deserve earlier screening. The U.S. is more useful as a selective brand-led or continuity option.
Which Country Fits Your MOQ, Lead Time, and 2026 Supply Chain Risks?
A good quote can still be the wrong order if MOQ is too rigid, the queue is too full, or your launch lands in the wrong factory window.
The smartest 2026 order is usually not the cheapest one—it is the one you can reorder on time without exposing your program to a single point of failure. Use low-risk first-PO logic: easier specs, a pilot lot, and a backup country before volume ramps.
This is where custom golf ball MOQ and lead time becomes a real procurement decision instead of a spec-sheet bullet. Lower MOQ reduces inventory risk only when the factory is using an existing mold, an existing formula, or simplified packaging. Faster lead time helps only when the queue assumptions are written into the quote. Otherwise you are not buying schedule control. You are buying optimism.
The first-order structure matters more than buyers admit. If you use the factory’s existing mold and formula, simplify pack-out, and place the order in a quieter production window, you can often push MOQ down without destabilizing execution. Internal factory-side sourcing logic is clear on this: small trial quantities become much more workable when the first PO is the easiest version of the program, not the most customized one.
![]()
OEM Feasibility (Country Fit)
| Country | OEM Friendliness | MOQ | Lead Time (FOB) | Best Use Case |
|---|---|---|---|---|
| China | ⭐⭐⭐⭐ | 3,000–10,000 | 30–45 days | Practice/value lines |
| Thailand | ⭐⭐⭐ | 5,000–20,000 | 45–60 days | Mid–high 3-layer |
| Korea | ⭐⭐⭐ | 5,000–10,000 | 40–50 days | Color/gift small batch |
| Taiwan | ⭐⭐ | 30,000–50,000 | 60–90 days | Premium urethane |
| USA | ⭐ | 50,000+ | 90+ days | Brand-run projects |
Two negotiation levers matter more than most buyers realize. The first is packaging simplification: white box, reduced inserts, or simpler pack-out can save both time and MOQ pain. The second is scheduling logic: piggybacking onto a similar production run or placing the PO in quieter windows can materially reduce queue risk. Buyers who separate production lead time from delivery date in the PI avoid a large amount of avoidable confusion later.
At this stage, the best RFQ move is to force the factory to show its logic in writing. Use this wording: Request two quote paths for the same SKU: Path A using the factory’s existing mold/formula and simple packaging; Path B using your final packaging/spec. Require MOQ band, lead-time band, pilot quantity, and the written conditions for piggyback or off-season scheduling.
That wording exposes one of the biggest failure signals in this category: Offers fast lead time but avoids written queue conditions or pilot gating. If the supplier cannot state what the lead time depends on, the promise is not ready for internal approval.
Common 2026 Sourcing Risks and How Buyers Should Respond
| What can go wrong | Why it matters | What you should do early |
|---|---|---|
| PU material gets tight | Premium urethane orders may slip or get more expensive | Reserve material early and qualify a backup factory |
| Ionomer prices rise | Your value-line margin gets squeezed | Get quotes from China and Thailand and review alternate grades |
| Coating / printing queues get full | Lead time stretches even when molding is ready | Freeze artwork earlier and pre-book production slots |
| Port congestion in peak season | Shipment timing becomes less predictable | Lock freight space and carry some buffer stock |
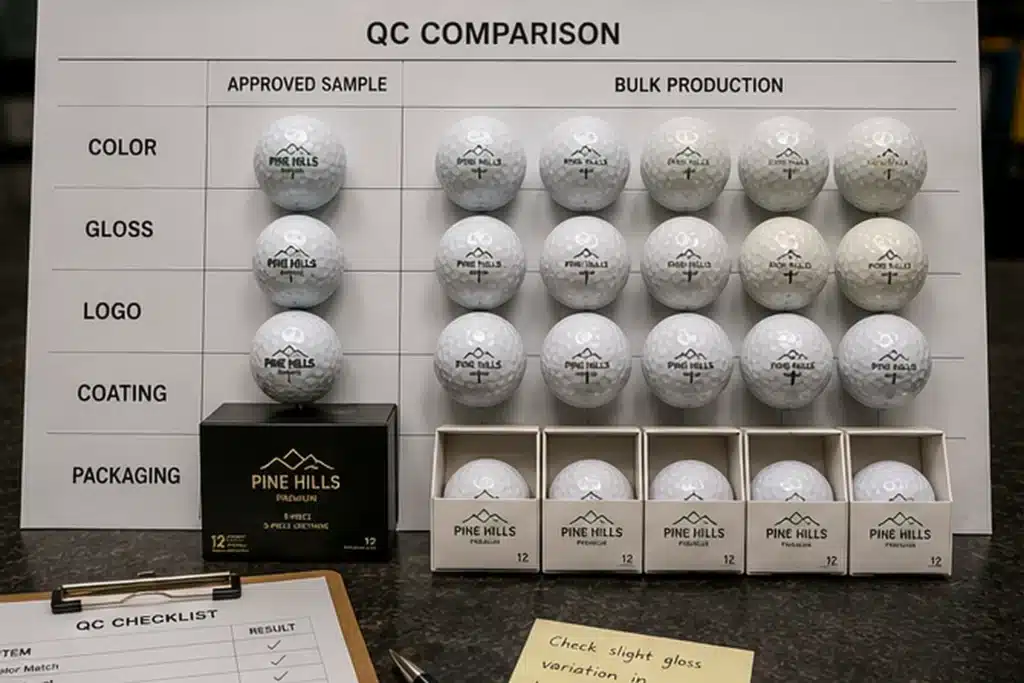
| Print color drifts from the approved sample | Bulk goods may not match the approved look | Approve Pantone drawdowns and run a pilot lot first |
The 2026 hedge is not complexity for its own sake. It is a clean dual-sourcing matrix. Put core premium SKUs with the stronger control lane, keep value and practice volume in the faster replenishment lane, and make the first PO easy enough that the second one can scale cleanly.
Can Chinese OEM Factories Match Tier-1 Urethane Golf Balls?
You may assume China is fine for cheap balls but risky for premium four-layer or urethane projects, especially when consistency, feel, and finish quality matter.
Yes—but only when you separate brochure language from process reality. Taiwan still remains the strongest benchmark for cast thermoset urethane programs used in flagship Tour-style balls, while top Chinese OEM factories are increasingly competitive in injection-molded TPU urethane. For buyers, the real question is not whether a supplier says “urethane,” but whether its prep method, concentricity control, and finish tolerances can support a premium program consistently.
Most buyers ask for “urethane” as if it were one product class. It is not. In practice, there are two very different manufacturing routes. Cast thermoset urethane sits closer to the traditional Tour benchmark: softer feel, stronger greenside grip, and a more demanding process chain. Injection-molded TPU urethane is more scalable and more cost-efficient, which is why it is far more common in China’s OEM ecosystem. That route can still support serious premium programs, but only when the factory controls adhesion, finish stability, and layer consistency properly.
Real-World Check: How We Bridge the Tour-Grade Gap
This is where weaker factories get exposed. Many do not fail because they lack the word “urethane.” They fail because they do not control the chemistry and QC details that make premium TPU programs stable in mass production.
Buyers should look for three process benchmarks before treating any Chinese premium OEM offer as credible.
First, surface-energy control matters. Mold-release residue is one of the most common reasons cheap PU balls lose coating or print adhesion. Golfara uses controlled Plasma Prep to reduce residue risk and improve the bond between the cover and the finishing system.
Second, concentricity control matters. Average factories often stop at weight and diameter. A stronger OEM also checks core alignment and layer consistency through X-ray or CT-style inspection logic, helping reduce CG drift and flight instability in premium multilayer builds.
Third, clear-coat tolerance matters. On higher-spec balls, excessive UV clear coat can blunt the aerodynamic function built into the dimple pattern. At Golfara, we treat clear-coat thickness control as a process requirement, not a cosmetic afterthought, and use a tightly managed 10–25 μm window on applicable premium programs.
The sourcing takeaway is straightforward. Choose cast thermoset urethane when your flagship line needs the closest possible Tour-style benchmark and you can accept the cost and process burden. Choose premium TPU urethane when you need stronger margin protection, scalable OEM execution, and a premium program that still holds up under written QC controls.
The fastest way to screen suppliers here is to ask four direct questions: What is your exact urethane route? How do you handle surface prep before finishing? What pilot evidence do you provide for adhesion and finish control? And how do you verify concentricity on premium multilayer builds? Mature factories answer those questions clearly. Weak ones usually fall back on generic claims.
![]()
What Compliance and QC Checks Should Buyers Require?
You cannot rely on a supplier saying the ball is compliant or premium. You need written proof that the approved version matches the shipped version.
USGA-style conformity is not a factory halo; it follows the exact submitted ball type. That is why your PO should lock the exact model code, finish, markings, and construction — then back it with a QC pack that proves the shipped lot still matches the approved version.
The rollback discussion matters to buyers for one simple reason: conformity is becoming more version-sensitive, not less. The official ball test settings have already been revised for the 2028 testing cycle, and the governing bodies have formally proposed a single implementation date of 1 January 2030 across the whole game. For procurement teams, the takeaway is practical: do not treat conformity as a factory reputation. Treat it as a model-control issue, and lock the exact model code, finish, markings, and construction before you rely on any conformity claim.
Just as important, conformity is model-level, not factory-level. Different colors can be separate submissions. Matte and gloss finishes can be treated as separate ball types. Modified versions can require a new submission or revised identification marking. That is why “this factory has passed before” is not enough protection for a new version, finish, or marking set.
![]()
QC Checklist (Conformance is model-level (R&A/USGA))
| Spec | Method | Tolerance | Accept/Reject |
|---|---|---|---|
| Diameter | Caliper/Gauge | ≥ 42.67 mm | Reject if below |
| Weight | Precision scale | ≤ 45.93 g | Reject if above |
| Symmetry | Spin/balance | No wobble | Rework/Reject |
| Cover adhesion | Cross-hatch | ≥ 4B | Rework/Reject |
| Colorfastness | UV/solvent | No visible fade/bleed | Rework/Reject |
For B2B buyers, the stronger question is not “Is it compliant?” It is “What proof lets me confirm the approved version is the shipped version?” That means model identifier, finish type, marking, dimensional checks, adhesion result, finish inspection, and shipment traceability all linked to the same lot. At a higher control level, it also means asking for evidence average factories do not volunteer: 20× macro inspection, cross-hatch adhesion, controlled clear-coat tolerance data, and X-ray or CT-style concentricity logic where relevant.
Basic diameter and weight checks are not enough for premium multilayer work. A stronger QC conversation also includes surface and finish controls that many buyers never ask for. On premium urethane-style programs, Golfara’s own factory standard is to keep UV clear-coat thickness in a 10–25 μm band so the protective layer does not interfere with dimples that sit at roughly 250 microns in depth. If you are buying multilayer tournament-capable or high-end OEM balls, ask for the coating tolerance data. That is where a serious source factory separates itself from a good-looking sample provider.
There is one more nuance buyers should understand. A lapsed or non-renewed listing does not automatically prove weak quality. Some factories use formal submission first as a capability proof and only keep renewing when the commercial case makes sense. But that does not make every later version safe to assume as conforming. The purchasing answer is still the same: lock the exact version you are buying and require proof on that exact version.
Use this clause in your purchasing file: Supplier shall state the exact ball model code, cover type, finish type, identification marking, and approved artwork revision on PI, sample sign-off, and shipment documents. Any change to these items requires written buyer approval before production.
✔ True — R&A/USGA compliance is model-level, not factory-level
You must verify the exact model name or code, construction, finish, and identification marking on the official lists. If the version changes, it may need re-evaluation and a fresh listing path.
✘ False — “Once a factory is compliant, all balls from that plant are approved”
Factories can build both conforming and non-conforming balls. Claims mean very little unless they can be tied to the exact markings, finish, and model code you are buying.
The last failure signal here is the one that most often creates internal embarrassment: Claims conformity but cannot tie it to exact markings, finish, or model code. That is not a compliance file. It is a risk file.
FAQ
Where are most golf balls manufactured?
Most global supply still clusters in Asia, but your better buying answer is which hub matches your program. Taiwan tends to lead premium multilayer control, while China carries more flexibility for value, practice, and custom replenishment.
Country labels alone are not enough. Use country first for the shortlist, then hub capability for the actual supplier fit. If your program is premium urethane, Taiwan and selected Thai capacity usually deserve early attention. If your program is mixed-SKU, practice-heavy, or custom/event-driven, China usually becomes harder to ignore because of MOQ flexibility and replenishment speed.
How much does it cost to manufacture a golf ball?
For planning, a 2-piece Surlyn ball usually sits in a much lower FOB band than a 3-layer ionomer ball, while premium 4-layer urethane sits in the highest cost tier. Final cost still depends on MOQ, finish, print spec, packaging, and seasonality.
That is why buyers should ask for construction-specific quoting rather than a single “cost per ball” number. Separate 2-piece, 3-piece, and premium urethane into different pricing lanes, and ask what the quote excludes—especially print colors, finish options, packaging, and rush conditions.
Are golf balls made in China good quality?
They can be, but quality depends on factory controls, not nationality. A strong Chinese source factory can be highly competitive on consistency and custom execution if you verify the process and release logic correctly.
That means asking how the supplier handles cover prep, finish control, pilot validation, and concentricity checks rather than assuming all Chinese offers sit in the same quality tier. China remains the cost and flexibility anchor for many programs, but the stronger factories also support mid- and upper-tier work when the process declaration and QC logic are real.
Can I buy golf balls directly from the manufacturer?
Yes, and many B2B buyers should. The real filter is whether the manufacturer can support documentation, packaging, logistics coordination, and reorder discipline — not just whether it can print a logo.
A direct factory path works best when the supplier can answer MOQ, lead-time band, packaging options, and export logic in one clean reply. The value is not only price. It is traceability, faster issue resolution, and better control of repeat orders.
Does USGA conformity apply to the factory or the exact model?
Treat conformity as model-level, not factory-level. Your purchasing documents should follow the exact version you approved, not a general factory claim.
That means locking model code, finish, markings, and construction in the PI, the sample sign-off, and the shipment documents. It also means rechecking after any finish or version change. A factory may have submitted one version successfully, but that does not automatically make a different color, finish, or modified version transferable.
How can I lower MOQ without increasing sourcing risk?
Start with the easiest version of the program, not the most customized one. Lower-risk MOQs usually come from existing molds, existing formulas, and simpler packaging — not from forcing the factory into an unstable setup.
White-box or simple pack-out can help. Piggybacking on a similar production run can help. Ordering in quieter factory windows can help. What usually does not help is treating the first PO like a fully customized retail launch and then expecting the factory to absorb the complexity without schedule or consistency risk.
Conclusion
Choose by SKU mix, not by one-country loyalty.
Put premium where control is strongest. Put volume where replenishment is fastest. Use dual-sourcing and written verification as your 2026 advantage, not as a last-minute rescue tactic.
For most buyers, the winning framework is simple: one sourcing lane for premium control, one for value or practice volume, and proof everywhere. That is how you build a sourcing program that finance can approve, sales can forecast, and operations can actually reorder.
You might also like — How to Choose a Reliable Golf Ball Manufacturer in China?