How long does it take to manufacture golf balls? The painful answer is usually hidden in chemistry, packaging, QA, and holiday buffers.
China OEM golf ball lead time is usually 15–25 days for 2-piece Surlyn, 18–30 days for 3-piece Surlyn, and 30–50+ days for 4-piece cast urethane after sample approval. The timeline ends at EXW release; freight and delivery belong in logistics planning.
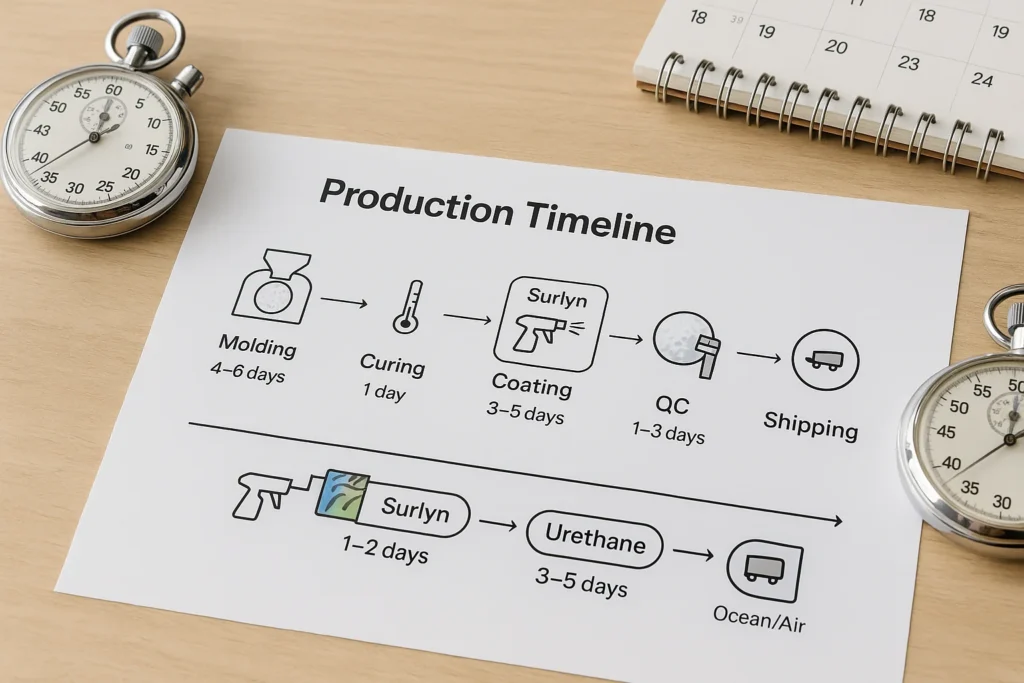
Your OEM golf ball order rarely fails because everyone is “slow.” It fails because the wrong clock is being watched. A buyer tracks the ball body. A factory tracks tooling, curing, coating, packaging, QC release, rework, and holiday capacity. Those are very different calendars.
Use this production timeline to see where your order can be accelerated, where it cannot, and which decisions your team must freeze before delays begin.
What are China OEM lead-time bands?
A “custom golf ball” order is not a schedule until the factory defines construction, cover route, tooling status, packaging scope, and approval trigger.
China OEM golf ball lead time should be read by construction, not as one universal production number. Your team should separate 2-piece Surlyn, 3-piece Surlyn, and 4-piece cast urethane timelines before asking for rush delivery, because each route has a different process clock, quality burden, and release condition.
Surlyn and urethane calendar lanes
The clock starts only after the right trigger is clear: sample approval, artwork approval, tooling approval, or mass-production release. Without that trigger, “25 days” can mean almost anything.
As of 2026, China OEM lead times should be planned around construction, urethane curing, packaging parallelization, QA rework loops, and China holiday buffers. These are ex-factory timelines after approved sample release, not ocean, air, customs, or warehouse arrival time.
| Pain / decision | China OEM lead-time anchor | What changes the calendar | Evidence to request |
|---|---|---|---|
| Fast promo or range order | 2-piece Surlyn 15–25 days | stock material, logo, packaging, line slot | Request approved-sample-to-EXW schedule. |
| Mid-range retail SKU | 3-piece Surlyn 18–30 days | mantle, compression, packaging scope | Request construction and QC gates. |
| Premium cast-urethane SKU | 4-piece cast urethane 30–50+ days | curing, coating, QA, scrap, rework | Request curing and rework buffer. |
| Private dimple tooling | add tooling window | CAD, CNC, polishing, trial molding | Request tooling Gantt before PO. |

Private dimple or aerodynamic tooling can add weeks before mass production because CAD, CNC work, polishing, trial molding, and pilot validation happen before the normal production clock starts. Public tooling usually moves faster, especially for low-risk pilot launches.
Request a construction-based schedule showing sample approval date, tooling status, material readiness, production window, packaging window, QC date, and EXW release date. Verify whether the quoted lead time starts from inquiry, PO, deposit, artwork approval, sample approval, or mass-production release. Do not approve a lead-time promise unless the start trigger and EXW release condition are written into the quote.
Supplier shall identify the approved production version by construction, cover system, tooling family, sample ID, batch ID, material route, packaging version, markings, finish, and release status. Any change to material, tooling, artwork, packaging, coating, or QC gate requires written buyer approval and schedule revision.
A market lens matters here: Western buyers are not only buying speed; you are buying calendar control. A shorter promise without gates is less useful than a slightly longer schedule with owners, buffers, and release conditions.
✔ True — Construction dictates the production calendar.
A fast Surlyn logo order and a cast-urethane premium order follow different process clocks. Your team should anchor timing by construction before discussing rush options.
✘ False — “A supplier can rush every golf ball SKU the same way.”
Rush potential depends on tooling, approved samples, materials, packaging files, line access, curing windows, and QC release gates.
Why does cast urethane take longer?
Buyers often suspect delay when a Surlyn order moves quickly but a cast-urethane program takes longer. Usually, the calendar is chemistry, not politics.
Cast urethane is not a slower version of Surlyn; it runs on a different chemistry clock. Your premium order needs curing, post-cure, coating stabilization, and QC release time because rushing the cover can risk feel, durability, wedge spin, and batch consistency.
Seconds vs hours in cover chemistry
Surlyn and cast urethane do not share the same production rhythm. One behaves like a fast thermoplastic route; the other depends on a controlled reaction and release window.
Surlyn and ionomer covers follow a thermoplastic route: melt, inject, cool, eject. Under tuned conditions, thermoplastic injection can be measured in seconds. That is why simple 2-piece and 3-piece Surlyn orders can compress faster when materials, tooling, artwork, and line slots are ready.
Cast thermoset urethane is different. It is reactive chemistry: mix, cast, gel, demold, post-cure, stabilize, coat, and release. Industrial polyurethane processing data often uses heat-treatment or post-cure windows measured in many hours, but the exact golf ball process depends on the formula, equipment, cover thickness, coating stack, and release test. Post-cure time is not idle time. It helps the cover reach the properties needed for feel, durability, and short-game control.
| Pain / decision | Surlyn / ionomer route | Cast urethane route | Buyer action |
|---|---|---|---|
| Process clock | thermoplastic injection | reactive casting and curing | Request cover route. |
| Cycle logic | mold, cool, eject | gel, demold, post-cure, stabilize | Request curing buffer. |
| Rush potential | easier to compress if line is open | limited by chemistry and QC | Do not force unsafe rush. |
| Quality risk | surface/cosmetic and compression gates | cover hardness, bubbles, spin, coating, durability | Require no-pack release gate. |

A failure signal appears when a supplier promises cast urethane rush without any curing buffer. That may mean the factory is not actually quoting cast thermoset urethane, or it may be hiding quality risk behind a heroic delivery promise. A beautiful promise is still a risky promise if the cover has not stabilized. Chemistry does not speed up because a launch calendar is sweating.
Request a written curing buffer covering gel, demold, post-cure, coating stabilization, no-pack release, and final QC. Verify whether the supplier is quoting injection-molded TPU urethane, ionomer / Surlyn, or cast thermoset urethane. Do not accept rush delivery for cast urethane unless the factory states which curing and QC gates remain unchanged.
For cast urethane balls, supplier shall include curing, post-cure, coating stabilization, no-pack release, final QC, and retained-sample review in the production schedule. Buyer shall not require shipment before the agreed curing and QC windows are completed.
Where do factory-floor days disappear?
A perfect pilot sample can arrive quickly, then bulk production slows when the factory has to repeat the same ball thousands of times.
Mass production lead time often disappears inside QA and rework loops. Your pilot sample proves the factory can make the ball once; bulk production proves whether it can repeat shell thickness, concentricity, compression, coating, print quality, and cosmetics across thousands of balls.
QA and rework loops
Bulk production is not a bigger sample run. It is a repeatability test under heat, pressure, curing variation, coating queues, print setup, and inspection limits.
The factory floor has more gates than most RFQ spreadsheets admit. Material readiness must be confirmed. Core and mantle forming must match the approved construction. Cover forming or casting must stay inside thickness and cosmetic limits. Coating ovens need dwell time and queue space. Printing must match approved artwork. Final QC must release the batch, not just admire a good dozen.
Premium urethane increases the risk. Thin cover profiles, tight compression windows, bubbles, coating defects, weight drift, diameter variation, and eccentric layers can trigger hold, sort, scrap, or rework. For high-end programs, Golfara may recommend a narrow compression distribution target such as σ≤2–3 as an internal RFQ benchmark, but the final acceptance rule should be tied to the agreed product, test method, sample ID, and batch data.
| Factory-floor gate | What can delay it | Buyer risk | Evidence to request |
|---|---|---|---|
| Material readiness | resin, rubber, color, tooling not ready | schedule starts late | Request material-ready date. |
| Cover forming / casting | gel, cure, thickness drift | urethane calendar expands | Request cure and cover-thickness plan. |
| Coating / ovens | dwell time, queue, defects | finished balls wait before print | Request coating slot and no-pack release. |
| Final QC | compression spread, eccentricity, bubbles | hold / sort / scrap / rework | Request FPY, scrap log, retained samples. |
| Release | sample mismatch or packaging mismatch | EXW date slips | Request approval checklist. |
A failure signal appears when a bulk schedule lacks FPY, scrap, and rework rules. If the quote assumes perfect first-pass yield, your delivery date may be more optimistic than operational.
Request a batch-control schedule showing FPY target, scrap threshold, rework rule, compression distribution, cover-thickness distribution, retained sample policy, and final release owner. Verify whether the supplier’s lead time assumes first-pass yield or includes realistic rework buffer. Your PO should permit hold, sort, scrap, or rework when agreed gates fail, while requiring immediate buyer notification and a revised EXW date.
For a deeper QC workflow, review Golf Ball QC in China: The 4 Must-Have Testing Processes before approving premium urethane production.
✔ True — Rework delay can protect your brand.
A factory that scraps or reworks out-of-window balls may be protecting your launch from bad reviews, returns, and inconsistent playability.
✘ False — “A perfect pilot sample guarantees bulk production speed.”
A pilot sample proves possibility. Mass production proves repeatability under heat, pressure, curing, coating, printing, and inspection variation.
How can packaging delay finished balls?
Packaging looks harmless until a late barcode, Pantone change, sleeve dieline, or premium insert becomes the new critical path.
Packaging delays happen when your team treats the box as an afterthought. Your balls can be ready while the shipment waits for dielines, Pantone approval, barcode correction, inserts, UV finishing, or carton marks. Freeze packaging by Day 3–5 and run it in parallel.
Run packaging in parallel
Packaging is not decoration after production. For OEM golf balls, the box, sleeve, barcode, carton marks, and inserts are their own production line.
The ball factory may be on schedule, but a late artwork revision can still make finished balls sit in cartons while printed sleeves, dozen boxes, or premium gift boxes catch up. That is the kind of delay that feels silly until it costs a launch window.
The rule is simple: lock dieline, Pantone, barcode, warning text, recycling marks, carton marks, and insert structure by Day 3–5 after PO. While Surlyn balls are molding or urethane balls are curing and coating, the packaging supplier should already be proofing, printing, laminating, UV finishing, and preparing inserts.

| Packaging decision | If delayed | Schedule effect | Buyer action |
|---|---|---|---|
| Dieline | box cannot enter proofing | packaging start slips | Freeze by Day 3–5. |
| Pantone / artwork | repeated color proofing | print date moves | Approve digital proof fast. |
| Barcode / warning text | reprint risk | finished goods wait | Approve compliance text early. |
| Premium insert / EVA / blister | extra material lead time | packaging becomes critical path | Quote and schedule separately. |
| Carton marks | warehouse readiness delay | EXW release confusion | Lock before mass print. |
Request a parallel packaging schedule that locks dieline, Pantone, barcode, carton marks, warning text, recycling marks, insert structure, proof owner, approval deadline, and packaging production start date by Day 3–5 after PO.
A failure signal appears when packaging files are still changing after Day 5. Verify whether packaging lead time starts after artwork approval or after PO deposit. Do not release mass production until packaging freeze date and approval owner are written into the production plan.
DTC launches fail when packaging and QA are scheduled after ball production. Your launch can miss its date even when the balls are finished if your team changes the box too late.
When do China buffer zones matter?
A buyer who treats Chinese New Year as a one-week closure can unknowingly place an urgent PO into a multi-week capacity squeeze.
China holiday buffers should be treated as production seasons, not one-week closures. Your March launch can fail if specifications, packaging, pilot samples, and mass-production release are not locked before Chinese New Year capacity tightens.
LNY and National Day scheduling
China factory buffers affect materials, labor, packaging, QC, and pack-out. The calendar tightens before the holiday and usually takes time to normalize afterward.
Chinese New Year is not just the official holiday week. Factories often reduce output before the break, workers return in waves, packaging suppliers rebuild queues, and QC or pack-out teams may not return to full rhythm immediately. National Day can create a smaller but still painful October squeeze. If your plan crosses these windows, the calendar needs buffers before the problem is visible.
For spring launches, planning backwards is safer than asking for a miracle forward. A March in-hand program may need the PO, specs, and artwork locked months earlier, especially if the SKU uses cast urethane, new packaging, private tooling, or premium QC gates.
| Target milestone | Recommended latest timing | Why it matters | Buyer action |
|---|---|---|---|
| PO / deposit / specs locked | mid-November | materials, packaging, line slots need planning | Lock construction and artwork. |
| Pilot / golden sample approved | late November | bulk cannot start without approval | Approve sample or revise scope. |
| Packaging locked | early December | boxes must run parallel | Freeze dieline and barcode. |
| Mass production release | mid–late December | urethane needs curing and QC buffer | Avoid last-minute SKU changes. |
| PSI / final QC | mid-January | rework before holiday squeeze | Hold release gate. |
| EXW readiness | before peak cut-off | factory and packaging capacity tighten | Confirm cargo-ready date. |
Request a holiday buffer plan covering production cut-off, packaging cut-off, PSI date, cargo-ready date, and revised EXW date if rework occurs. Verify whether the supplier’s quoted lead time crosses Chinese New Year, National Day, peak export season, or local shutdown. Do not approve a launch schedule unless the factory provides written holiday buffer and rework contingency.
Your team cannot buy a January miracle with a December PO. The only safe rush order is one that was planned before the buffer zone begins.
✔ True — CNY is a production window problem.
The holiday affects material readiness, line access, packaging, staffing, QC, and pack-out. Treat it as a planning season, not a short office closure.
✘ False — “If the official holiday is one week, your order only needs one extra week.”
Late orders can hit reduced output before the holiday and uneven restart after it, especially when packaging or rework is still open.

Where does EXW stop in the timeline?
Many schedule arguments happen because one team counts factory release while another counts warehouse arrival. Those are not the same timeline.
Stop counting this production timeline when the balls are EXW or cargo-ready. Your factory schedule covers sample approval, tooling, production, packaging, QC, and release. Freight, customs, DDP, warehouse arrival, and final delivery should be modeled in the dedicated logistics guide.
Use the EXW timeline boundary
This production timeline is a factory-floor document. It should end when the packed, inspected goods are ready under the agreed EXW or cargo-ready condition.
This production timeline covers quote confirmation, sample approval, tooling, material readiness, ball production, curing, packaging readiness, final QC or PSI, carton marking, palletization if required, and EXW release. It should not carry the burden of ocean transit, air transit, duty, customs, port congestion, DDP, last-mile delivery, or warehouse arrival.
That boundary protects planning clarity. Your production team should own EXW readiness. Your logistics team should own delivery timing. Mixing both creates bad KPIs, confused launch meetings, and at least one spreadsheet that nobody wants to open.
| Timeline item | In this article? | Owner | Buyer action |
|---|---|---|---|
| Sample approval | yes | buyer + factory | Lock golden sample. |
| Production and curing | yes | factory | Approve process schedule. |
| Packaging production | yes | buyer + packaging supplier | Freeze by Day 3–5. |
| Final QC / PSI | yes | factory / inspector | Require release report. |
| Ocean / air transit | no | logistics provider | Use logistics guide. |
| Customs / duty / warehouse | no | broker / importer | Use landed-cost model. |
Request an EXW release definition showing what document, inspection, packing status, and cargo-ready condition triggers completion. Verify whether the factory timeline includes packaging, PSI, carton marking, palletization, and export-ready documentation. Do not merge production timeline and delivered-cost timeline in the same KPI unless the quote explicitly uses DDP.
For delivery timing after EXW, use What’s the True Landed Cost When Importing Golf Balls from China? to model freight, customs, DDP, and warehouse arrival separately.
FAQ
Can you rush order custom golf balls?
Yes, custom golf balls can sometimes be rushed, but only when construction, approved samples, existing tooling, artwork, packaging, line availability, and QC gates allow it. Cast urethane cannot safely skip curing or final release checks.
Simple 2-piece or 3-piece Surlyn orders using existing molds and basic pad printing are easier to expedite when the line has an open slot. Cast urethane should not skip curing, coating stabilization, or final QC because paying more cannot safely compress chemistry. To protect your date, freeze construction, logo, packaging, and acceptance criteria before asking the factory for a rush slot.
Why do custom golf balls take so long to make?
Custom golf balls take time because an OEM project includes sample approval, material readiness, tooling, molding or casting, curing, coating, printing, packaging, QC, retained-sample release, and EXW handoff—not only ball forming.
Most delays come from hidden coordination gaps: artwork changes, late packaging files, missing barcode approvals, tooling not ready, unclear sample status, or QC rework after bulk production starts. A strong OEM golf ball lead time is a managed workflow, not a single machine cycle. Keep shipping questions in a separate logistics plan.
How long does cast urethane need to cure?
Cast urethane cure timing varies by formula and process, but premium urethane production usually needs gel, demold, post-cure, coating stabilization, no-pack release, and QC buffers before the balls are packed.
Initial gel may be shorter than the full production window, but the ball still needs enough process time to protect cover durability, feel, wedge spin, coating performance, and batch consistency. Ask the supplier for the curing buffer in writing. Do not accept a fixed universal cure claim unless it is tied to the factory’s actual formula, equipment, and release test.
Does tooling for new dimple patterns increase lead time?
Yes. Existing public tooling usually moves faster, while private dimple or aerodynamic tooling can add CAD, CNC, polishing, trial molding, pilot validation, mold correction, and QC review before mass production.
Private tooling may be worth it for a mature brand with a validated demand plan, but it is rarely the fastest route for a first pilot. Ask for a tooling Gantt, ownership terms, approval gates, trial-shot timeline, and mold-revision rules before PO. Public tooling can be a safer low-risk route when speed and validation matter more than proprietary aerodynamics.
Why does packaging delay finished golf balls?
Packaging delays finished golf balls when dielines, Pantone, barcode, warning text, carton marks, inserts, or premium box structures are still changing after ball production has already started.
Treat packaging as a parallel production line. Freeze files by Day 3–5, assign one buyer-side approval owner, and require digital proofs early. Premium boxes, EVA inserts, blister packs, foil, and UV finishing should be quoted and scheduled separately from basic sleeves. Your balls can be perfect and still miss EXW if the box is late.
Why did the bulk order take longer than samples?
A sample proves the factory can make the ball once; bulk production proves repeatability across thousands of balls, including compression, cover thickness, concentricity, coating, print, cosmetics, and retained-sample checks.
Bulk production adds real variation: machine temperature, material lots, coating dwell, print setup, and operator shifts. If yield drops, the factory may hold, sort, scrap, or rework affected units to protect your brand. Ask for FPY, scrap log, retained samples, and the rework rule before mass production begins.
How should I plan around Chinese New Year?
Plan backwards if your OEM golf ball order crosses Chinese New Year. Lock specs, packaging, samples, mass-production release, and PSI well before capacity tightens around the holiday window.
Treat CNY as a multi-week production disruption, not a one-week office closure. For a spring launch, lock PO and construction early, approve the golden sample before the holiday squeeze, freeze packaging, and confirm the EXW release plan in writing. Delivery timing after EXW belongs in your logistics plan, not your factory production promise.
Conclusion
The fastest OEM golf ball order is not the one with the shortest promise; it is the one with the clearest production gates. Your team should lock construction, tooling, artwork, packaging, curing buffer, QC rules, and EXW release before the schedule becomes a problem.
Request a production timeline pack with construction lane, sample approval date, tooling status, curing buffer, packaging freeze date, QC gate, rework rule, holiday buffer, and EXW release definition. Compare suppliers only after each timeline starts from the same trigger and ends at the same release condition.
You might also like — 2026 Cost Guide: Importing Golf Balls from China (Landed Cost & Duty Secrets)





