For a DTC founder, the real Pro V1 vs Pro V1x question is not which ball feels better. It is which OEM engineering system your supplier can reproduce: 3-piece vs 4-piece construction, cast urethane cover control, spin separation, dimple tooling, and blank-ball validation.
Pro V1 is the simpler 3-piece benchmark for softer feel, lower flight, and balanced spin, while Pro V1x uses 4-piece complexity to create higher flight, firmer response, and stronger spin separation. Your job is not to copy either model. Your job is to define a legal, manufacturable performance window your OEM can prove with data.
A premium golf ball prototype can feel excellent in sampling, then fail in bulk when wedge spin drops, the core shifts off-center, compression spread widens, or the cover system is not true cast urethane. That is why your RFQ should lock structure, cover process, dimple tooling, ATTI compression data, X-ray or CT concentricity evidence, and driver / 7-iron / wedge launch monitor results before logo printing.
For founders, the value is not asking “Which Titleist ball should I play?” The value is learning how tour-ball structure becomes an OEM specification that can be tested, repeated, and scaled.
Why reverse-engineer Pro V1 and Pro V1x?
You may want a ball that is longer, softer, and spinnier than the market leader. That sounds bold, but it can lead your OEM brief in the wrong direction.
A tour-grade OEM project should not chase maximum distance at any cost. Your real target is legal spin separation: low driver spin, stable flight, and enough iron or wedge spin to justify a premium DTC SKU inside the USGA/R&A distance ceiling.
ODS Ceiling Before Performance Ambition
A distance ceiling changes the founder’s job. You are not asking the factory to make an illegal rocket; you are asking it to separate long-game speed from short-game control.
The current Overall Distance Standard keeps the limit at 317 yards with a 3-yard tolerance. The current test setup uses 120 mph clubhead speed, 10° launch, and 2520 rpm spin, while the revised 2028 conditions move to 125 mph, 11° launch, and 2200 rpm with the same ODS limit. The USGA explanation of the revised 2028 golf ball testing conditions is worth reading before your team writes any “longer than tour balls” product claim.

That is the real manufacturing difference founders should study. Pro V1 is a softer-feeling, mid-flight, 3-piece tour benchmark. Pro V1x adds 4-piece complexity, higher flight, firmer response, and more separation between long-game and scoring-club behavior. The lesson is not that one model is better. The lesson is that structure only matters when it produces measurable ball-flight outcomes.
Your RFQ should ask for driver, 7-iron, and wedge data separately. A single distance number is almost useless for a premium DTC launch. A ball can look strong off the driver and still disappoint better players who expect wedge check, steeper descent, and predictable stopping power on firm greens.
| Founder decision | Wrong assumption | Engineering reality | Evidence to request |
|---|---|---|---|
| Distance target | Make it longer than Pro V1x | ODS creates a legal ceiling | Request ODS-safe test data. |
| 4-piece design | More layers always mean better | Extra layers must create spin separation | Request club-by-club data. |
| Benchmarking | Copy Titleist exactly | Define your own flight window | Request target launch profile. |
| USGA timing | Submit every prototype | Only locked SKUs should be submitted | Request submission gate plan. |
Supplier shall provide driver, 7-iron, and wedge performance data showing ball speed, launch, spin, carry, descent angle, and dispersion windows. Buyer acceptance should be based on legal spin separation, not total distance alone.
✔ True — Pro V1 and Pro V1x are useful engineering benchmarks.
They help your team define structure, spin, flight, feel, and validation targets. They should not push you into copying proprietary geometry, making unsupported claims, or chasing illegal distance.
✘ False — “Reverse engineering means copying every dimension and dimple count.”
A founder should benchmark performance windows, then build a production-safe specification that the OEM can verify and scale.
What does 3-piece vs 4-piece change?
A 4-piece ball sounds more premium on a pitch deck. In production, it also creates more interfaces where things can go wrong.
A fourth layer is not a premium badge unless it changes measurable performance. Your 3-piece baseline should prove energy transfer, cover response, and greenside control first; your 4-piece design should follow only when the extra layer creates a spin window your target player can actually use.
Single-Core Baseline vs Dual-Core Complexity
A 3-piece cast urethane platform is often the safer first premium SKU because it gives you fewer layer interfaces to control while still supporting tour-style feel, short-game control, and credible brand positioning.
A Pro V1-style blueprint teaches a clean OEM baseline: core, casing or mantle layer, and a soft cast urethane cover. In Titleist’s official 2025 Pro V1 and Pro V1x Media Center release, Pro V1 is described around mid-flight trajectory, low long-game spin, maximum short-game spin, and soft feel, while Pro V1x is described as flying higher, spinning more on full-swing shots, and feeling firmer. For a DTC founder, that makes Pro V1 useful not as a model to copy, but as a manufacturing brief: structure should connect directly to a defined flight, spin, and feel window.

A Pro V1x-style blueprint adds more tuning levers through dual-core or high-gradient logic. Titleist describes Pro V1x as higher flight with low long-game spin, higher short-game spin, firmer feel, and a high-gradient dual core. For your OEM project, that means the fourth layer should earn its cost through measurable separation: driver spin, 7-iron spin, wedge spin, descent angle, or dispersion.
This is where many founders fall into layer-count vanity. They assume 4-piece means more premium, more distance, and higher margin. In reality, extra layers can raise scrap risk, make concentricity harder, and create a ball that your actual audience cannot activate. If your launch buyer sits in a broader advanced-amateur range, a stable 3-piece urethane ball may beat an overbuilt 4-piece ball commercially.
The material language is just as important as layer count. Many low-end suppliers use “urethane” loosely. Injection TPU and cast thermoset urethane can both be presented as urethane in casual sales language, but they are different OEM choices. Injection TPU is more cost-friendly and easier to mass-produce; cast thermoset urethane is the cover path founders usually mean when they talk about Pro V1-style short-game grab, soft feel, and premium wedge interaction.
A failure signal appears when a supplier says “urethane” but cannot distinguish TPU injection from cast thermoset. Another appears when a supplier promotes 4-piece construction without driver / iron / wedge separation data. Your PO should require the supplier to confirm cover system, forming method, cover thickness map, sample ID, batch link, and wedge-shear or scuff evidence before any tour-grade claim is approved.
✔ True — 4-piece construction can create more tuning levers.
An extra layer can help tune driver spin, iron spin, wedge response, descent angle, and feel. It only creates value when your target player can activate that window.
✘ False — “More layers automatically mean more distance, better feel, or higher margins.”
Layer-count vanity can increase defect risk, lower yield, and confuse the SKU ladder if the customer fit is wrong.
How should dimples shape your OEM tooling?
A founder may see 388 vs 348 dimples and think the answer is simple. It is not. Dimple count is not a mold recipe.
Dimple count is not a shortcut to Pro V1 or Pro V1x flight. Your OEM should disclose dimple family, target flight window, tooling tolerance, and mold-cavity control, because aerodynamics come from the complete package rather than the number in a comparison table.
Dimple Count Is Not a Mold Recipe
A dimple count is only the visible part of the aerodynamic system. Depth, edge angle, dimple distribution, cover thickness, coating uniformity, and cavity consistency decide whether the ball holds its intended flight.
Pro V1’s official specification includes a 388 tetrahedral dimple design, while Pro V1x uses a 348 tetrahedral dimple design. Those numbers are useful reference points, but they are not recipes. The same count can behave differently if dimple depth, edge shape, mold wear, cover thickness, coating thickness, or launch conditions change.

For a first DTC launch, mature public tooling can be smarter than private tooling. Public tooling lowers NRE exposure and lets your team validate demand, spin, appearance, packaging, reviews, and reorder intent first. Private dimple tooling should come after your target flight window and order scale justify the cost. Paying for a private mold before you prove the channel is one of those founder decisions that looks impressive until the cash cycle bites.
A failure signal appears when a supplier says a ball is “like Pro V1x” because it has a similar dimple count. Ask for dimple count, dimple family, mold-cavity count, tooling tolerance, cavity inspection method, and target flight-window statement. Do not approve aerodynamic equivalence claims based on count alone.
| Tooling decision | Founder mistake | OEM question | Acceptance evidence |
|---|---|---|---|
| Use public mold | Assume public means low quality | Has the mold been tested for your flight window? | Request tooling record. |
| Copy dimple count | Treat 388 or 348 as a recipe | What depth and edge angle are used? | Request dimple map. |
| Fund private tooling | Pay NRE too early | Is order scale proven? | Request pilot demand data. |
| Approve bulk mold | Ignore cavity drift | How are cavities controlled? | Request cavity inspection method. |
For your launch, the better RFQ question is not “Can you copy this pattern?” It is “Which tooling package can repeatedly create my target launch, spin, and descent window?”
✔ True — Dimple architecture can guide flight window.
A flatter or higher flight can be engineered through the full aerodynamic package. Tooling repeatability matters as much as the pattern concept.
✘ False — “Copying dimple count copies aerodynamics.”
Two balls can share a similar count and still fly differently because depth, edge shape, cover thickness, coating, and mold consistency are different.

How can variants become your SKU system?
Founders often create too many disconnected SKUs. The stronger move is to build variants from one validated platform.
Variants should grow from a validated base ball, not from random model names. Once your urethane platform is stable, your team can explore low-spin, high-flight, indoor-radar, or alignment-focused variants through controlled changes in mantle stiffness, cover recipe, markings, or use case.
Left Dot, Left Dash, and RCT Logic
A variant strategy should begin after the base SKU proves physical stability, spin data, packaging durability, and channel demand. Until then, variants are inventory risk wearing better names.
The Pro V1 family gives founders a useful SKU-development model. Left Dot logic points toward lower flight and lower long-game spin while keeping strong short-game control. Left Dash logic points toward high flight, extremely low long-game spin, and firmer feel. RCT logic addresses indoor radar capture for launch monitor environments, fitting, simulator play, and controlled test data.
For your own brand, the lesson is not to copy those names or formulas. The lesson is to build variants through measurable changes. A low-spin variant may require mantle stiffness and core compression changes. A high-flight version may require dimple tooling and launch-window adjustment. An indoor-test SKU may need radar-friendly construction or marking logic. A visual alignment variant may change markings without changing physics, but that still needs artwork and durability control.
Ask your supplier for a variant roadmap that starts from one locked base SKU. Each proposed variant should list the structural change, expected performance effect, MOQ impact, pilot test requirement, and inventory risk. Only approve variant development after the base SKU has passed blank-ball, printed-ball, packaging, and channel validation.
What lab specs prove tour-grade execution?
A soft, glossy, printed sample can still hide the defects that ruin a premium launch: weak spin, eccentric layers, compression spread, coating failure, and batch drift.
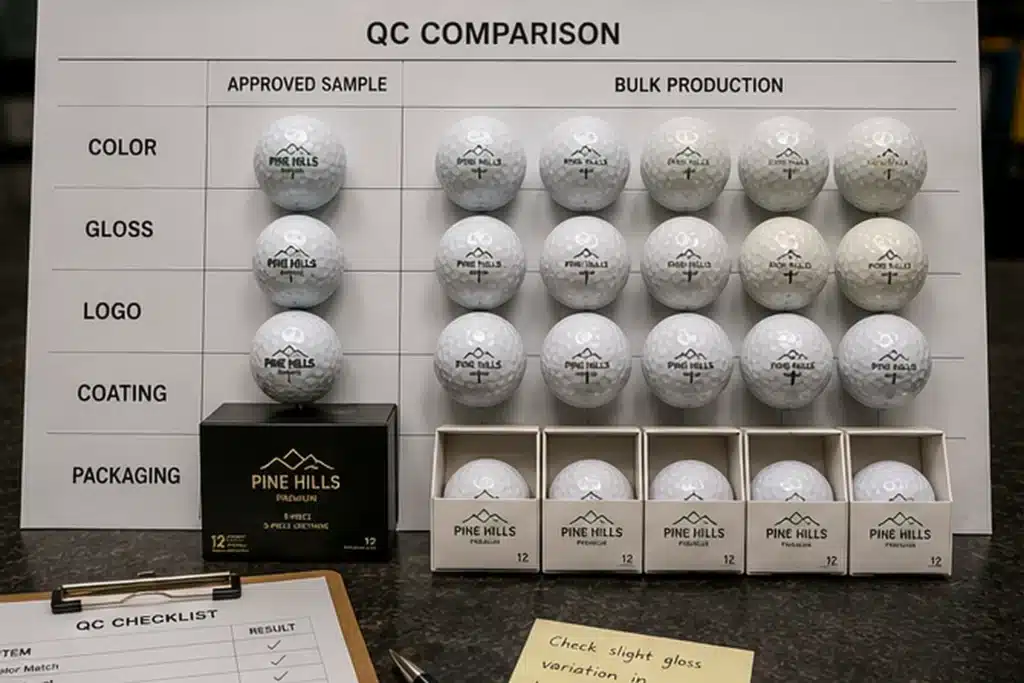
Tour-grade execution is proven with batch-linked data, not with a polished logo sample. Your supplier should validate blank-ball physics first: cover system, compression spread, concentricity, dimensions, dimple tooling, and driver / iron / wedge spin before mass production starts.
Blank Ball Before Logo Approval
A blank-ball gate protects your premium claim before branding distracts the team. If the base ball is unstable, the logo only makes the defect more expensive.
Request blank-ball validation before logo printing: cover material confirmation, ATTI compression data, X-ray or CT concentricity image, driver / 7-iron / wedge launch monitor data, dimple tooling record, and batch-linked sample IDs. A supplier that offers printed samples before blank-ball measurements is asking you to approve decoration before physics. That sequence is backwards.

For a 3-piece urethane benchmark, useful data includes core diameter, mantle outer diameter, ball outer diameter, mantle thickness, cover thickness, driver spin, 7-iron spin, and wedge spin. Internal benchmark ranges can be valuable, but they must be tied to the actual production formula, test method, sample ID, and batch ID. A founder should never turn a lab number into a public product claim unless the production SKU has matching evidence.
This is where the “fake urethane” trap usually appears. A soft-feeling sample may still fail greenside stopping power if the cover process is not what the brand assumes. Your RFQ should require cover process confirmation, not just the word urethane. If the supplier offers TPU for cost reasons, that may be acceptable for the right SKU, but it should not be positioned as the same engineering route as cast thermoset urethane.
For a deeper QC workflow, connect this section to Golf Ball QC in China: The 4 Must-Have Testing Processes. Buyer acceptance shall require batch-linked blank-ball data covering ATTI compression, weight, diameter, X-ray or CT concentricity, dimple tooling record, driver / 7-iron / wedge launch monitor data, and approved deviation limits before logo printing and mass production.
| Validation risk | Test method | What it catches | Buyer evidence |
|---|---|---|---|
| Fake urethane claim | Cover process confirmation | TPU vs cast mismatch | Request material/process record. |
| Unstable 4-piece flight | X-ray or CT concentricity | Core or mantle eccentricity | Request scan image. |
| Inconsistent feel | ATTI compression | Batch compression spread | Request raw readings. |
| Weak premium spin | Launch monitor test | Low 7-iron or wedge spin | Request club-by-club data. |
| Aerodynamic drift | Dimple/tooling inspection | Cavity inconsistency | Request tooling report. |
| Wasted listing cost | USGA submission gate | Unready SKU submission | Submit only locked SKU. |
USGA listing should be treated as a launch gate, not a pitch-deck badge. The 2026 USGA Golf Ball Conformance Submission Guidelines show that submission and annual resubmission are recurring SKU costs, with a separate late-submission premium. If markings, cover, coating, construction, or dimple pattern may still change, your better move is another pilot batch, not a vanity listing.
✔ True — Blank-ball validation protects brand reputation.
It lets your team verify cover system, compression, concentricity, spin, and tooling before logo approval. That keeps physical defects from hiding behind retail-ready decoration.
✘ False — “A printed sample proves the ball is ready for mass production.”
A printed sample can prove appearance, but it cannot prove centered layers, stable spin, wedge response, or batch consistency without lab evidence.
If your team also needs to judge broader OEM capability, this supporting article extends the same question from a factory-capability angle: Can Chinese Factories Make Pro V1 & Pro V1x-Level Golf Balls?
FAQ
What is the actual construction difference?
From an OEM perspective, Pro V1 is the simpler 3-piece benchmark, while Pro V1x adds 4-piece complexity to tune launch, spin, and feel separation. The difference matters only when structure creates measurable performance.
A founder should ask for a structure sheet instead of a consumer comparison. That sheet should show core, mantle, cover, thickness targets, forming method, target compression, hardness-gradient logic, and intended player segment. Do not ask a supplier to copy proprietary formulas. Ask the supplier to explain how its construction will create your desired driver, iron, and wedge windows.
Why does cast urethane matter?
Cast thermoset urethane and injection TPU can both be called urethane in loose sales language, but they are not the same OEM decision. Your PO should lock the cover system and proof required.
Cast thermoset urethane is associated with the premium tour-ball cover category because it can support soft feel, wedge interaction, and greenside control when processed correctly. Injection TPU can be cost-friendly and practical, but it should not be sold as the same engineering path. Ask for forming process, cover thickness, cure or molding method, wedge-shear evidence, and scuff testing before approving tour-grade claims.
Should my first premium SKU be 3-piece or 4-piece?
Most DTC founders should validate a 3-piece urethane baseline before funding 4-piece complexity. A fourth layer is justified only when it creates a measurable performance window for your target player.
A 3-piece urethane ball can serve a wider premium audience with simpler process control and lower layer-interface risk. A 4-piece ball may make sense for high-speed players who need lower driver spin, wind stability, or sharper spin separation. Ask for driver, 7-iron, wedge, descent angle, and dispersion data before paying for layer-count prestige.
Can an OEM copy 388 or 348 dimples?
A founder should not ask a factory to copy protected dimple geometry. The safer OEM route is to define a target flight window and use proven public tooling or custom tooling that avoids proprietary copying.
Dimple count alone is not aerodynamic equivalence. Ask for dimple family, depth logic, edge-angle logic, cavity control, tooling history, and sample flight data. Public tooling can be a sensible pilot choice when it is repeatable and already validated. Private tooling should follow demand proof, not founder excitement.
How do manufacturers test if the ball is centered?
Mature factories do not rely on visual checks for multilayer alignment. They use X-ray or CT-style internal imaging, compression checks, and batch-linked records to detect eccentric core or mantle problems.
This matters more as layer count increases. A 4-piece ball with a small core or mantle offset can feel inconsistent and fly unpredictably. Ask for blank-ball samples before printing, ATTI or equivalent compression data, X-ray or CT concentricity evidence, and sample IDs tied to the pilot batch.
When should a founder pay for USGA listing?
USGA listing should come after the production-representative SKU is locked. If markings, cover, coating, construction, or dimple pattern may still change, another pilot is safer than a vanity submission.
Treat listing as a launch cost, not a credibility shortcut. Budget by ball type and remember annual resubmission. Submit the SKU intended for market or elite use, not every prototype. Keep Reserve/List timing, launch timing, and formula lock together so compliance spending supports sales rather than pitch-deck decoration.
Conclusion
The goal is not to copy Pro V1 or Pro V1x. The goal is to understand why those benchmarks work, then define your own legal flight, spin, feel, and durability profile that your OEM can reproduce.
A premium DTC golf ball brand should start with structure logic, cover-system clarity, dimple tooling discipline, variant restraint, and blank-ball validation. Layer count, dimple count, and urethane language only matter when they are backed by batch-linked evidence.
Golfara is best used as an OEM partner when your team wants manufacturing answers, not just catalog answers: structure options, cover-process discussion, pilot validation, QC evidence, packaging support, and a path from engineering samples to repeatable production. Build the performance window first. Then print the logo.