Yes, China OEMs can manufacture smart golf balls, but only when the project is treated as a golf-ball manufacturing program, not a chip-in-plastic gadget. Before pilot production, your team should verify module-level thermal survival, spherical centering, X-ray concentricity, impact survivability, route fit, finished-ball behavior, and batch-linked QC.
A working app, RFID read, Bluetooth connection, GPS-assisted tracking demo, or sensor dashboard is not enough. The embedded module must survive ball processing, stay centered inside the structure, avoid center-of-gravity problems, preserve weight and compression consistency, and pass the correct commercial lane: passive RFID venue ball, radar-capture enhancement, active sensor training ball, consumer tracker, or no OEM production yet.
Use this guide as a smart golf ball OEM feasibility filter before you spend on tooling, MOQ, investor demos, or bulk production.
Why do smart golf ball projects fail?
Your demo may read beautifully on a bench, but the project can still fail when the module meets heat, molding, impact, CG control, and real ball behavior.
Most smart golf ball projects fail because teams prove the electronics demo before proving the ball can be manufactured. Your team should define the product lane and verify heat survival, centering, impact durability, finished-ball consistency, and rules positioning before asking a China OEM for pilot production.
The core manufacturing point is simple: smart golf ball failure usually happens before OEM production starts.
A working app, clean dashboard, Bluetooth connection, GPS map, RFID read, or sensor chart proves that an electronic function exists. It does not prove that the module can survive golf-ball thermal processing. It does not prove the insert can stay centered. It does not prove the ball will roll straight, fly repeatably, hold compression behavior, or survive repeated impact. And it definitely does not prove the project belongs in mass production.
This is where founders, venue-tech teams, and hardware investors often look at different problems. The founder sees a demo. The investor sees prototype risk. The venue buyer sees uptime and read reliability. The golf-ball OEM sees heat, geometry, mass distribution, molding control, scrap, QC, and responsibility gaps.
A golf ball is not a tiny enclosure. It depends on symmetry, center of gravity, weight control, roundness, compression response, rebound, cover behavior, durability, and aerodynamic repeatability. Once your team embeds a chip, RFID tag, antenna, battery, sensor, potting compound, or radar marker, the ball is no longer a normal ball plus a feature. It is a new product that must be revalidated.
Working app demo with no thermal gate is a failure signal.
Before OEM feasibility review, create a one-page lane brief. The product should choose one primary route: passive RFID venue ball, radar-capture enhancement, active sensor training ball, consumer tracking ball, tournament-adjacent concept, or no-production decision. If your team cannot define that lane, the engineering work is already trying to serve too many buyers.
Request a smart-ball use-case lane brief before OEM feasibility review. Check the buyer, use case, reader or sensor environment, data need, impact burden, rules sensitivity, and whether the product must behave like a range ball, training aid, venue scoring ball, or conformity-sensitive golf ball.
Do not begin OEM feasibility review until your team defines the lane and the problem the ball must solve.
✔ True — This is a manufacturability and positioning story
The chip is only the beginning. The real product must survive heat, centering, impact, ball-behavior checks, and the commercial route it is supposed to serve.
✘ False — “If the demo works, the OEM part is easy”
A demo proves communication. It does not prove the module can survive golf-ball processing or that the finished ball will fly, roll, and feel consistently.
Electronics demo vs manufacturable ball?
Your first decision is not which chip to buy. It is whether the concept belongs inside a golf ball.
For founders, this may feel painfully early. You may want to polish the app, add a better dashboard, or prepare investor visuals. But a smart golf ball OEM quote should reward evidence, not optimism. The strongest early file includes module geometry, total module weight, thermal survival, spherical encapsulation, centerline reference, impact proof, X-ray or CT centering plan, finished-ball QC, and a commercial lane that does not ask one ball to become five different businesses.

Can your module survive ball processing?
You may assume a small chip can be embedded because it works at room temperature, but golf-ball processing can expose the module to heat, pressure, potting stress, solder risk, and later impact.
A smart golf ball module is not OEM-ready because it works at room temperature. Your team should require module-level thermal survival data, 3D dimensions, total weight, spherical encapsulation drawings, potting and battery notes, and impact-survival evidence before pilot tooling.
Heat is the first OEM gate, not firmware.
A typical electronics datasheet can be useful, but it is not enough. For example, a common coin-cell battery temperature range may be far below the heat window used in some golf-ball processing routes. That does not automatically kill every battery concept, but it does prove the buyer should not confuse component ratings with module-level embedded-ball survival.
Your module is a stack, not a single component. The review should consider substrate, potting, solder joints, antenna geometry, battery route, sensor package, encapsulation material, total mass, centerline, and later mechanical stability inside a molded ball body. If one part softens, shifts, delaminates, cracks, or changes shape, the electronics can fail and the ball body can become unstable.
For this smart-ball OEM workflow, use a supplier-confirmed thermal gate before pilot tooling. One internal screening example for core-integration review is a 200°C / 9 min module survival check, while one factory-specific core-processing window may run around 160°C / 9 min depending on the structure and process route.
| Pain/decision | Module issue | Risk created | Evidence to request |
|---|---|---|---|
| Room-temp demo | No thermal data | Heat gate unknown | Module-level test |
| Battery risk | Coin-cell route | Temperature limit | Battery route review |
| Shape risk | Flat PCBA | CG and fit risk | Spherical redesign |
| Material risk | Unknown potting | Softens or cracks | Material file |
| Fit risk | Oversized module | Core geometry conflict | Cavity review |
The safest buyer language is direct: the module must survive the process, not just power on before the process.
Request a module feasibility pack before any pilot tooling. It should include module 3D dimensions, total module weight, centerline reference, spherical encapsulation drawing, potting notes, battery or power notes where relevant, antenna assumptions, module-level thermal survival data, and impact-survival data.
Do not approve pilot tooling if the module has no module-level thermal survival result.
Thermal gate before pilot tooling?
Your team should kill weak module designs before they consume tooling budget.
A small electronics package can look harmless on the table and still become a manufacturing problem inside the ball. If potting softens, solder fails, antenna position shifts, or encapsulation deforms, the project may lose both electronic function and finished-ball stability. That is why the thermal gate belongs before sample excitement, not after it.
Why must the module stay centered?
You may focus on whether the reader detects the ball, but your product fails if the insert shifts center of gravity, creates wobble, or changes finished-ball consistency.
The module must stay spherical and centered because communication success does not prove ball quality. Your team should verify X-ray concentricity, finished-ball weight spread, compression spread, impact response, and batch consistency before approving any embedded smart-ball SKU.

A small chip is not automatically a neutral chip.
Inside a golf ball, shape and mass distribution affect center of gravity, roll, launch direction, strike feel, and flight stability. A flat PCBA, offset antenna, coin-cell stack, or asymmetric sensor package can create a ball that communicates successfully but rolls poorly, flies offline, or feels inconsistent from strike to strike. That is the smart-ball trap: the system reads the ball, but the golfer rejects it.
Spherical encapsulation is not a packaging preference. It is a flight-stability requirement. The module should have a centerline reference, controlled total weight, and geometry that gives the ball factory a realistic chance to center it inside the core or designated inner structure.
Ball manufacturing already depends on controlled molding, size, weight, shape, roundness, compression, rebound, and durability. A smart insert changes that system. Cavity fit, mass distribution, compression response, rebound, roundness, and durability all need to be revalidated after embedment.
Flat or asymmetrical module is a failure signal.
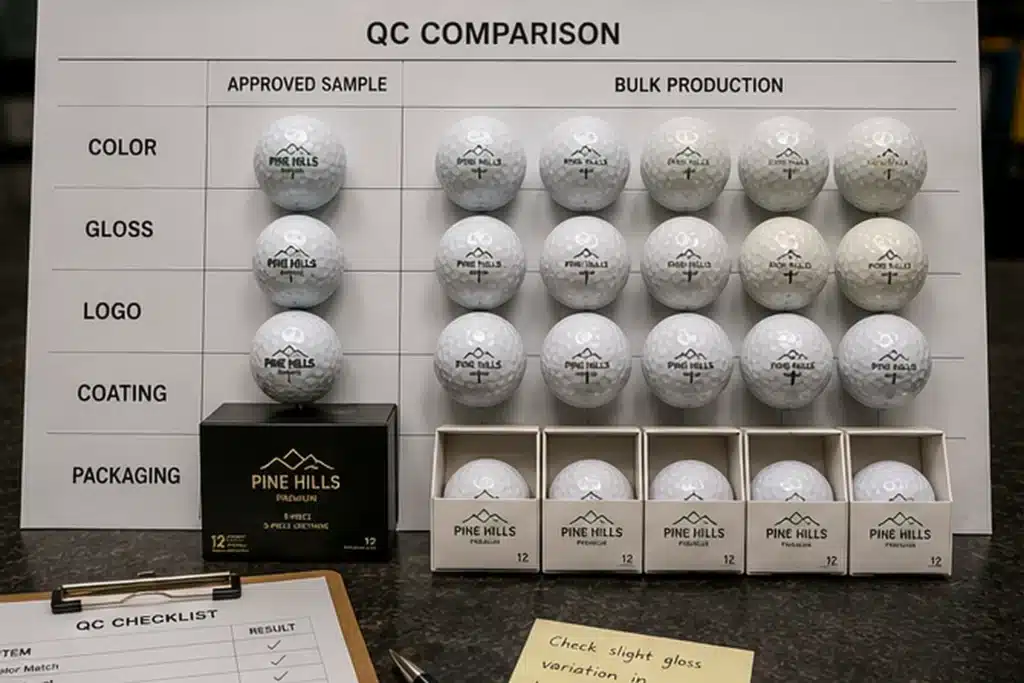
The correct OEM proof is not “the chip reads.” It is X-ray or CT concentricity, finished-ball weight spread, compression spread, impact response, and a 12-ball QC pack tied to the same embedded-module lot. If the ball can be detected but wobbles, flies offline, or feels unstable, the product is still wrong.
Supplier shall identify the embedded-module lot, X-ray or CT concentricity record, finished-ball weight-control record, compression spread, and retained sample for each approved pilot or production batch.
Request X-ray or CT concentricity record, finished-ball weight spread, compression spread, and 12-ball QC tied to the embedded-module lot. Check whether the module centerline, ball centerline, weight window, compression window, and impact response remain inside the approved pilot standard.
Do not approve a smart ball only because the reader detects it.
✔ True — Module shape is a flight-stability requirement
A centered spherical insert gives the ball a chance to preserve roll, launch, and repeatability. Communication success alone does not prove the ball is commercially usable.
✘ False — “If the chip is tiny, the shape does not matter”
Inside a golf ball, tiny can still be off-center, asymmetric, or too heavy in the wrong place. Mass distribution is part of performance.
Spherical insert and CG control?
Your reader can be right while your ball is still wrong.
This is uncomfortable for electronics-first teams because it moves the approval gate away from the app. A ball can pass the reader demo and fail the golf-ball test. When the insert is not centered, the problem may show up as wobble on putts, unstable roll, inconsistent strike feel, or offline flight. That is why X-ray capability is not a luxury in this category. It is a maturity signal.
Which smart-ball route fits your use case?
You may want one smart ball to handle venue scoring, coaching analytics, consumer tracking, and tournament ambition, but those routes create different manufacturing and commercial risks.
Passive RFID and active sensor golf balls are different OEM products. Your team should choose the commercial lane first: venue scoring and identification, radar-capture enhancement, active training analytics, consumer tracking, or tournament-adjacent positioning.

The most expensive smart-ball mistake is trying to build one ball for every market.
Passive RFID golf balls are usually the cleaner first OEM route for venue scoring, ball identification, inventory logic, and throughput. Public venue examples show the commercial logic: embedded RAIN RFID golf balls and reader-enhanced targets can support automated game metrics. That route still needs read-rate proof, durability proof, and ball-behavior proof, but it avoids onboard battery risk and fits an infrastructure buyer. venue RFID reference
Radar-capture enhancement is a different middle route. Public RCT examples show that indoor data capture can sometimes be improved with embedded radar-reflective technology rather than a battery-powered transmitter. That contrast is useful for product strategy: smarter data capture does not always mean active electronics inside the ball. radar-capture reference
Active sensor golf balls are harder. They may support training analytics, putting data, shot metrics, or consumer tracking, but they add battery, antenna, shock, thermal, CG, and yield risk. Public active concepts show the market interest, but the OEM buyer still has to prove module survival, center stability, impact durability, and finished-ball behavior. active sensor reference consumer tracking reference
Some consumer tracking products are GPS-assisted through the app rather than GPS hardware inside the ball, so the buyer should verify whether the ball contains GPS, Bluetooth/BLE, RFID, radar-reflective material, or another tracking architecture.
Venue-tech buyers should prefer route fit and reader reliability over gadget ambition.
| Pain/decision | Route | Best use | Evidence to request |
|---|---|---|---|
| Venue scoring | Passive RFID | ID / throughput | Read-rate matrix |
| Indoor data capture | Radar enhancement | Simulator support | Signal proof |
| Training analytics | Active sensor | Shot / putting data | Impact survival |
| Lost-ball search | GPS-assisted / Bluetooth / BLE | Consumer tracking | Architecture review |
| Rules ambition | Tournament-adjacent | Formal play | Rules memo |
Create a smart-ball route comparison before module selection. Check read-rate need, data need, battery need, antenna constraint, venue infrastructure, reader compatibility, impact burden, tracking architecture, and rules positioning.
Do not request an OEM quote until your team selects one primary route.
Venue ball vs training ball?
Your product should not ask one golf ball to become five different businesses.
If the use case is venue identification, do not design a training sensor ball. If the use case is coaching analytics, do not pretend passive ID alone creates data value. If the goal is find-my-ball tracking, do not price it like a passive venue ball. Smart golf ball OEM feasibility starts with the product lane, because the route determines module design, reader assumptions, impact burden, rules risk, and MOQ realism.

When do rules block the project?
You may assume tournament approval is the natural next step, but rules positioning depends on what the embedded element does and how the ball is used.
Smart golf balls are not tournament-ready just because the chip fits inside the ball. Your team should separate identification-only use, training-aid use, off-course venue use, and conformity-sensitive projects before spending on the wrong approval path.
Rules should not dominate this article, but they can block the project if the positioning is sloppy.
The safe language is not “USGA-approved smart ball.” Use exact-model language. Published equipment rules state that an embedded computer chip may be permitted within the ball for identification purposes if the ball meets all other conformance requirements. That is very different from assuming active sensing, training feedback, or real-time assistance belongs in formal competition. ball construction rule
The conforming-ball list is also exact-model and current-list sensitive. Public list language describes balls submitted for evaluation and ruled to conform, with regular updates. That matters because a buyer should not use generic approval language for a different model, colorway, technology route, or pilot version. conforming ball list
For most smart-ball projects, the better early decision is commercial positioning. Passive identification can be evaluated differently from active telemetry. Training and off-course products can be positioned honestly without pretending to be tournament balls. Conformity-sensitive projects should earn that path after manufacturability is proven, not before.
Request a rules-positioning memo before conformity claims are used in sales or investor materials. Check exact model, embedded function, active data use, training/off-course positioning, and whether current list status is required.
Do not use “approved” language unless the exact model and use case are verified.
✔ True — Compliance depends on function and use case
Identification-only logic, venue scoring, training feedback, and active telemetry should not be treated as one rules category. The exact model and use case matter.
✘ False — “If a chip fits, tournament approval is the natural next step”
That assumption can waste time. Prove manufacturability and position the route honestly before spending on the wrong approval story.
Conformity-sensitive vs training-aid use?
Your team should position the product honestly before rules language creates avoidable cost.
A venue ball can be a venue ball. A training ball can be a training ball. A consumer tracking ball can be a consumer tracking ball. The trouble starts when a product with active data ambitions is marketed as if it were automatically a normal competition ball.
What proof makes your OEM quote realistic?
You may ask for a simple MOQ and unit price, but smart golf ball OEM is an NPI program requiring proof, pilot standards, role ownership, and realistic scrap assumptions.
A realistic smart golf ball OEM quote needs more than MOQ and unit price. Your team should provide module data, thermal proof, X-ray concentricity, impact survival, read-rate or sensor validation, 12-ball QC, retained sample, locked pilot standard, AQL plan, and joint-development roles.

Ask the OEM team to review one defined smart-ball lane with module 3D dimensions, total module weight, centerline reference, spherical encapsulation drawing, module-level thermal survival data, X-ray concentricity plan, impact-survival proof, read-rate or sensor validation plan, 12-ball QC pack, retained sample, AQL receiving rule, pilot MOQ, and joint-development responsibility map.
That is the RFQ starting point. Anything less usually produces a fast number and a slow failure.
A smart golf ball quote has to price the real work: module qualification, centering calibration, X-ray inspection, impact proof, read-rate or sensor validation, higher early scrap, and batch traceability. This is why a 1,000-piece active-sensor mass-production budget is a failure signal. It treats a non-standard NPI project like a normal logo-ball order.
For Golfara-style smart-ball OEM planning, a 36,000-piece baseline can be used as a project-type reference point, not as a universal industry MOQ. Final MOQ must be supplier-confirmed based on route, module maturity, pilot scope, validation burden, scrap risk, and whether the buyer is asking for RFID venue balls, radar-capture enhancement, active sensors, or consumer tracking.
Use this proof stack before a quote is treated as real:
| Pain/decision | Proof item | What it proves | Evidence to request |
|---|---|---|---|
| Wrong lane | Use-case brief | Stops scope creep | Defined route |
| Heat failure | Thermal result | Screens modules | Module gate |
| Wobble risk | X-ray record | Checks centering | Embed proof |
| Demo-only proof | Impact result | Tests survival | Protocol record |
| Reader doubt | Read-rate matrix | Proves system | Angle testing |
| Batch drift | 12-ball QC | Controls lot | Raw data |
| NPI surprise | Joint scope | Assigns owners | Role map |
| MOQ dispute | Pilot baseline | Prices scrap | Supplier MOQ |
The 12-ball QC pack should show raw values, average, range or SD, equipment model, calibration status where available, and environment notes where relevant. Include weight, diameter, compression, Shore hardness, visual defects, and any route-specific fields such as read-rate, activation, sensor function, impact survival, or X-ray concentricity.
Use standards as reference methods, not fake smart-ball certification. ASTM D2240 can support Shore or durometer hardness checks. ASTM D4060 can support relative coating-abrasion comparison for organic coatings on a plane, rigid surface, which makes it useful as a limited reference rather than a direct curved-ball guarantee. ISO 2859-1:2026 supports AQL-indexed sampling schemes for inspection by attributes, which can help define receiving sample size and accept/reject rules. hardness reference abrasion reference AQL sampling reference
If the smart-ball route also needs visible venue IDs, sorting marks, or external serial references, treat printing as part of the controlled SKU. The visual ID should survive the same handling cycle as the embedded function. Do not assume one printing method is automatically more durable; proof comes from adhesion, rub, cleaning, and use-cycle checks.
Supplier and development partners shall lock one smart-ball proof version and reference that version on module lot record, thermal survival result, spherical encapsulation drawing, X-ray concentricity report, impact-survival result, read-rate or sensor validation, 12-ball QC report, retained sample, pilot record, batch record, packing list, and receiving inspection file.
Request a smart-ball OEM feasibility pack and pilot acceptance standard. Check whether the module lot, thermal gate, X-ray record, impact result, reader result, QC pack, retained sample, pilot MOQ, and role map point to one locked proof version.
Do not accept a quote that lacks module proof, centered embedment proof, finished-ball QC, route-specific validation, AQL receiving rules, and written role ownership.
Pilot proof, MOQ, and joint scope?
Your team should ask whether the project is quote-ready, not whether a factory can give a fast number.
Joint development should define who owns chip design, potting, antenna, reader system, firmware, ball-body integration, X-ray validation, final QC release, retained samples, and corrective action. Do not accept “mass production will improve” unless the final proof version is retested and reapproved.
FAQ
Can China OEMs manufacture smart golf balls?
Yes, China OEMs can manufacture smart golf balls when the project is realistic, route-specific, and supported by proof. The project usually needs joint development, not a one-factory-does-everything promise.
Define the product lane first: passive RFID venue ball, radar-capture enhancement, active sensor training ball, consumer tracking ball, or conformity-sensitive concept. Then separate chip work from ball-body integration. The golf-ball OEM should own centering, compression, cover behavior, X-ray validation, and finished-ball consistency. Electronics partners usually own chip design, antenna, reader, firmware, potting, and power assumptions.
Do RFID golf balls already exist?
Yes, RFID golf balls already exist in venue infrastructure, but that does not mean every RFID golf ball project is automatically production-ready. Your project still needs read reliability, embedded-module traceability, impact proof, and finished-ball validation.
Verify reader system compatibility. Test read-rate by distance, angle, speed, and recovery condition. Tie the RFID lot to ball QC, retained samples, and packing records. A public venue example proves the route is real; it does not prove your specific embedded module, reader system, and ball body are ready for pilot production.
RFID vs Bluetooth golf balls: which is easier?
Passive RFID is usually the easier first OEM route because it avoids onboard battery risk. Bluetooth, GPS-assisted, and active sensor golf balls add power, antenna, shock, thermal, CG, and yield risk.
Use RFID for venue identification, scoring, inventory, and throughput when the infrastructure supports it. Use active routes only when the data value justifies the manufacturing burden. Verify the actual tracking architecture before buying: some products use app GPS plus Bluetooth/BLE rather than GPS hardware inside the ball.
Can you put a GPS tracker in a golf ball?
A GPS-tracked golf ball concept may be possible, but buyers should verify what “GPS” means. Some consumer tracking balls are GPS-assisted through the app rather than GPS hardware inside the ball.
Ask whether the ball contains GPS hardware, Bluetooth/BLE, RFID, radar-reflective material, or another tracking architecture. Then check battery and antenna size, module-level thermal survival, impact survival, CG control, app assumptions, and commercial positioning. A tracking feature does not save the product if the ball becomes too heavy, unbalanced, fragile, or inconsistent.
Can a sensor inside a ball survive impact?
A sensor inside a golf ball can only be considered viable after testing. Your team should request repeated-impact proof tied to the same module lot, embedment route, and finished-ball QC pack.
Ask for sample IDs, test setup, impact conditions, functional survival, and post-impact ball behavior. The module should still read or transmit, but the ball also needs to preserve acceptable weight, compression, roll, flight, and surface condition. Surviving one hit in a demo is not the same as passing an OEM pilot standard.
Does radar-capture technology mean active electronics are unnecessary?
Not always, but radar-capture enhancement shows there can be a middle route between passive ID and active sensors. It should not be confused with putting a battery-powered transmitter inside the ball.
Choose route by use case. If the goal is indoor radar data capture, a non-battery route may be more realistic than active telemetry. If the goal is putting physics or detailed shot analytics, onboard sensing may be justified. If the goal is venue scoring, passive RFID may be the better commercial fit.
Are smart golf balls tournament-legal?
Do not assume smart golf balls are tournament-legal. The exact model, embedded function, and use case matter, and active sensing or feedback is usually safer to position as training or off-course unless formal review supports another route.
Avoid “USGA-approved smart ball” language unless the exact model and current list status support it. Identification-only embedded logic may be treated differently from active assistance. For most smart golf ball startups, rules positioning should follow manufacturability proof, not distract from it.
Why is smart golf ball MOQ so high?
Smart golf ball MOQ is high because it reflects NPI work, not ordinary logo-ball production. Module qualification, centering calibration, X-ray inspection, scrap allowance, reader validation, impact testing, and joint development all raise the entry threshold.
Confirm supplier-specific MOQ. Map scrap assumptions. Approve a locked pilot standard before scaling. A 1,000-piece active-sensor “mass production” ask usually signals that the buyer is still thinking like a logo-ball customer, not like a hardware NPI team.
Conclusion
A smart golf ball is not approved because the chip works. It is approved when the module survives ball processing, stays centered, survives impact, preserves ball behavior, fits the right commercial lane, and ships with batch-linked proof.
China OEMs can support smart golf ball development when the project is realistic: one route, one proof version, one module lot, one pilot standard, and clear responsibility between electronics partners and the golf-ball factory.
The smartest first question is not “Can a factory put a chip in this ball?” It is “Should this concept enter OEM review at all?”